by Giulio Tiberini
THE MAKING OF A MIRROR DISH focal length equal to or greater than F5, it is not difficult, HE who is going to do that job, is well studyng the few rules of the game,that allow him to master this job, learning the inevitable maneuvers required the correction of errors, and prepares well to maintain appropriate behavior well described in the reference books, rules they are a guarantee to avoid the most serious mistakes (among which the most formidable and time-consuming to repair it astigmatism).
THE BAGGAGE NECESSARY IS’ THE FOLLOWING:
ESSENTIAL REFERENCE BOOKS which are the basis of study for the successful start.
The most prominent are two:
1) the book in French entitled: “LA CONSTRUCTION DU TELESCOPE D' AMATEUR” Jean Texereau, searchable on the web and for free Here , of which there exists a copy in English only, by title: “HOW TO MAKE A TELESCOPE” (you see)
2) the book in French entitled: ACHIEVE YOUR TELESCOPE” Karine and Jean Marc Lecleire,
A FIRST OLD VIDEO BUT IMMENSELY USEFUL’, exibit the complete and very professional realization of a mirror 200F6; with a movie black and white from VHS tape, made by Jean Marc Becker probably in the years ' 80 , visionabile Here , to whom, and in order to allow an Italian fruition, I added an additional audio track with a (amateur) translation, supported by very few overlays to clarify certain concepts airtight original audio.
A SECOND VIDEO, useful after absorbing the one mentioned above, It can be viewed Here , and it is due to the great John Dobson, It shows the creation of a dobsonian telescope diameter 400 F6. Even to this video, in order to allow an Italian fruition, I added an additional audio track, with Italian voice synthesized, and some overlays to clarify some concepts hermetics of the original audio.
From the point of view of a neophyte, the second video can appear more interesting than the first, but in fact it is the first to teach profoundly those who are about the creation of a mirror…conscientiously to address the construction of the most challenging of the second mirror.
This is not to downplay the great and meritorious work of popularizing John Dobson. In fact the purpose of its video (and of a large part of his life), It was to demonstrate that building a mirror and a wooden and cardboard telescope is something very easy, while not entering in-depth technical explanations, and not using difficult words, and neither those calculations or equations which he knew and could govern very well, as for those who know the technique, clearly evident by his brilliant way to simplify all aspects and minimize the apparent difficulties.
The fact is that John kept practical courses of realization of the mirrors optics (In fact, as seen in the movie) and students could count on its presence and guidance to achieve the good result. While on the other hand the first movie that provides the student can not take advantage of John assistance, specific knowledge behind those simplifications, providing this way “antibodies” to those who set us up for work alone, to complete it happily.
IN ALL CASES NEED humility ', and it is not recommended to get involved without having acquired the precise theoretical and technical knowledge of the type of work and tolerances of millionths of a millimeter in play. Replacing that knowledge with the thought of being able to invent suddenly, new methods or a machine for processing, without having thoroughly studied and practiced at least once the original methods that other people have practiced and refined in two centuries, and guarantee success.
Overestimating one's intelligence almost always leads to the abandonment of a working of the thing, that one no longer knows how to deal with it.
CHOICE OF WHERE LOCAL WORK
It should be able to have a room whose dimensions and microclimate are NOT determinants until you get to having to run tests on processing.
Indeed, to work a mirror just suffice a few square meters, where you can install a service desk to support a basin of water and everything not in use at the time, and a work table with a diameter round support plane 60 cm; high around 90 cm from the ground since the processing will take place turning all around standing.
Since the end of polishing (that is, when should you start testing with Ronchi and Foucalut, that will endure throughout the parabolization up to mirror finish), it will be necessary to have a local, preferably interred or semi basement (to exploit the best constancy of temperature that usually they present), of length equal to one or two meters in more than twice the focal length of the mirror to achieve.
That space will allow the installation of the mirror in question on a stand on top of a table placed at the distance from the tester equal to twice the focal length (which in practice it is the center of curvature of the areas that will be examined) , retaining an additional space behind the meter to sit down to make measurements. Which, for example, for a mirror 300 mm F5, It corresponds to a local length equal to slightly less than 5 meters.
THE WORK TABLE
Coincidentally the size of the work table are exactly those obtained by recycling at no cost, metal drums for mineral oil empty and clean internally, which cut and eliminate (... with taps of hammer on iron chisel, used along the perimeter as a kind of can opener) the round side that brings the two unions and bungs.

The work table can be a ex mineral oil drum

Fitting which is then plugged with a sandwich formed by two discs of thick multilayer 2 cm each, joined together with screws, of which the lower one with a diameter 5 mm less than the barrel mouth, Enter, while the wider upper disk, will support the entire board on the rim. Because mineral oil drums in their short lives are very mistreated, starting from the delivery from the trucks when they are new and full, that is causing them to precipitate on old tyres , certainly happen that your cisel cut is oval, then you will be necessary with two arrows mark the position of insertion of the work cover / table.
 The interior of the drum must be ballasted with a weight of little different from the body weight "dell'energumeno" that will perform the processing . I chose the normal solid bricks (11,5x6x25cm weight 3kg each specific weight 1.8 g/cm-cubo) of which only one layer on the bottom of the drum, it requires 25 for a weight equal to my body weight.
The interior of the drum must be ballasted with a weight of little different from the body weight "dell'energumeno" that will perform the processing . I chose the normal solid bricks (11,5x6x25cm weight 3kg each specific weight 1.8 g/cm-cubo) of which only one layer on the bottom of the drum, it requires 25 for a weight equal to my body weight.
The bricks avoid back problems which would reserve the handling of sandbags, and rust to the use of loose sand, or even rust and impediment to the use of 'internal, if you ballasted with water. Inside it is convenient to store and collect all the necessary equipment, so that "the other half of the sky" (wife) usually very careful to disorder, should not complain. It will remain certainly much free space, usable for example, for storing a large part of…”patience” which will serve in large quantities in the processing.
Any local dislacement in the room, of he drum weighted that way, is not a problem because it has a round base, and therefore pulling himself to tilt it, let it rest on a point on the perimeter of his round base, It does it then roll it wherever you want. And I can well too, that I'm not very strong.
The ingredients for the processing are visible in the picture below with the exception of the basin, and are the glass discs for tool and mirror; sponges; the abrasive bar (italian "La cote") to keep large the Caye on the edge of the mirror at the measure of 2 or 3 mm, adapted to prevent chipping of the edge unfailing; The abrasives containers; oiler used as a dropper to dispense the water in the right quantity, which in order to maximize the efficiency abrasive, It is measured in drops (for anyone who is an investigator “precisino”).

Everything is ready to go with the new adventure (booby-click image to enlarge)
The picture also shows the jar / cerium oxide spoon (or zirconium; or opal, which they are usable as an alternative to cerium).
The machining of a mirror involves the steps of:
- The rough grind in a spherical shape, with coarse abrasive which makes concave the mirror and convex the tool.
- Unification and completion of the complementary spherical curve between the tool and mirror
- Refining of the spherical surface with abrasive via finer via
- Spherical polishing with a tool coated with pitch
- Parabolizzazione of the surface with the same tool
- Sending the aluminizing of the reflecting parabolic surface
ABRASIVES AND THEIR USE
The machining of a mirror takes place with the use of the entire abrasive powder and few drops of water. The most commonly used is silicon carbide (carborundum), second only to diamond in hardness, very aggressive and fast working.
THE GRITS
The abrasives are distinguished now with reference to the size “N” their WHEAT, ie the diameter of the "grain" maximum that would pass in a calibrated sieve specific, whose network has "N" openings for each square inch of surface.
Every “"grit"” It possesses a particle size which comprises a certain narrow range of sizes of the grain, which produce craters on the surface being worked, which can be three times their average diameter.
Especially with the coarse grits used in rough grinding, It happens that in addition to the glass slivers break off and crumbled regularly, they can form a number that are actually "peninsulaes" which remain attached to the mirror just to their slender peduncle. These glass peninsulas are called “"deaf scales"“, e, if not seen and treated with cyanoacrylate glue to glass (which penetrates into the new thinner blocking slits), alas they are regulated by the law of “Murphy” which asserts that “if something should go wrong, It will do so at a time when it can cause the most damage possible”.
That moment of greater damage it, It is when they come off very late in the processing. When in the surface refinement, we moved to using very fine grits, which nothing can be done to erase a crater created by splinter, over a hundred times greater than their size. And even the amateur astronomer cann't spend the next hundred years to smooth them with the present very fine grit, to get that huge removal that would serve to remove the scratch and the crater created.
With the result that that crater or scratch (which it is always an imperfection, but that will not disturb too much the final optical quality mirror) will remain in place “to remember” perennial.
DANGERS OF CONTAMINATION OF GRITS, AND REMEDIES:
Be careful because this division into "trouble" of abrasives, It has an importance which can result catastrophic in omitting CLEANING and ORDER in their handling. Just because CHICCO ONLY ONE of coarse-grained abrasive falling at work (from the container, or dress; or from the hair) along with those of a fine grit in works, to generate many scratches on the mirror, that are never be erasable optical defects, as are the already mentioned "deaf scales".
It helps to ward off this danger keep the various grits of abrasive, not already in their polythene bags provided with purchase ("danger in danger", also requires the use of a teaspoon to withdraw the amount to use ... getting dirty a unnecessarily more tool, which increases the chances of contamination), but wel stowed in plastic containers for liquid samples (LAMAPLAST type 500 cc), they have intrnal hermetically sealed capsule and further esternal crew cap, to avoid unnecessary shed risks.
Containers for sampling of liquids

(Click on image to enlarge)
The internal capsule cap can be drilled with 3 or 4 holes 3mm (less holes with large grits,and more holes with fine grains) see photo (clik to enlarge). In such a way as to allow to easily spread the necessary amount of abrasive, simply using the containers as a kind of "salt shaker", and then cap it with the cap screw just after use, to avoid contamination.
PARTICLE SIZES USED:
Returning to Grane abrasive: A grit 80 indicates that the sieve that it had separated have 80 mesh per square inch. From that it follows that the passing grain in that mesh could have a size of about MAXIMUM (25.4/80)= 0,3mm = ( equivalent to 3 / 10mm; = 30/100mm = 300 microns) The initial particle size used in the rough grinding mirrors is usually very large ("grit" 60 or vice versa 80), Having regard to the need to quickly dig up the curvature of the glass surfaces.
Here is a multiplication table with "bands" of correspondence in microns relative to the size "from ... to" the various grits of abrasive: In the top row is the name of the abrasive according to its grain in Europe. ( The central line there is the same name as the existing grain in America, that we in Europe little interest, if we do not buy the US abrasives) in the row 3 There scanning size, from minimum to maximum, expressed in microns, going to compose every single nominal grit.
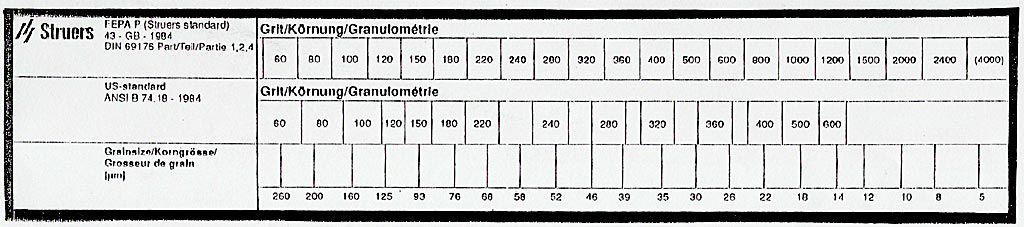
abrasive grits and sizes “give the” in microns
For example: The grain 500 is located between the particle sizes of 28 e 35 microns.
In fact, in the table in image, it is seen that the square of the grain indicator “500” in the top line, on European grain size data FEPA, It is located between the vertical extensions of the lines relating to 35 ed you 28 microns of the abrasive grain size, that are located on the bottom line indicating the size of the grain in microns.
In ancient times the size it was in some cases expressed in "minutes", referring to i.e. minutes of "elutriation"; That is to minutes of time which employed an aqueous suspension of quell'abrasivo (which always contained a range of particle sizes far restricted) to settle the grain size very homogeneous bottom of container. Then for subsequent sedimentation, with transfer of the float fraction into another container with water, It came to throw the fine fraction that was still floating, but every time he was sure that the fine had deposited the nominal particle size of the time employed used as a measure.
SESSIONS OF AGING OF SURFACE
Returning to the various sessions of aging of grinding, they are carried out using abrasives from time to time with grain size preferably, and for reasons of efficiency, halved compared to the previous size.
It is the operator that with a nearly microcopy, checking the disappearance of the craters left by the previous grain, and he decides to go to the next finer.
But be careful because this is also an important operation that conceals a rip in wait for those who in spite neglects. Indeed, the coarse abrasive work of rough grinding, much more easily it produces those already mentioned “"deaf scales"” which must be found to keep an eye on.










QUANTITY 'OF RECOMMENDED ABRASIVE:
The amount by weight of abrasives of various grits, which in the past they were recommended for the realization of diameters of parabolic mirrors 200; 250; 300; 400mm, It was shown in a table such as the following:
diameter mirror 200 mm
- Rough grind : 1kg carbo 60 + 1 kg carbo 80
- Standardization and improvement of the spherical curve: 500g coal 120 + 500g coal 180
- Refining of the spherical surface: 250g coal 240 + 150g coal 400 + 50g coal 600
- Spherical surface polishing and parabolizing: 1 kg pitch Gugolz 55 + 250 g cerium oxide + 150g zirconium oxide there
diameter mirror 250 mm
- Rough grind : 2kg carbo 60 + 1 kg carbo 80
- Standardization and improvement of the spherical curve: 500g coal 120 + 500g coal 180
- Refining of the spherical surface: 250g coal 240 + 150g coal 400 + 100g coal 600
- Spherical surface polishing and parabolizing: 1 kg pitch Gugolz 55 + 250 g cerium oxide + 250g zirconium oxide there
300mm diameter mirror
- Rough grind : 2kg carbo 60 + 2 kg carbo 80
- Standardization and improvement of the spherical curve: 1 kg carbo 120 + 500g coal 180
- Refining of the spherical surface: 500g coal 240 + 150g coal 400 + 100g coal 600
- Spherical surface polishing and parabolizing: 1 kg pitch Gugolz 55 + 250 g cerium oxide + 250g zirconium oxide there
400mm diameter mirror
- Rough grind : 2kg carbo 36 + 3 kg carbo 80
- Standardization and improvement of the spherical curve: kg carbo 120 + 500g coal 180
- Refining of the spherical surface: 500g coal 240 + 250g coal 400 + 100g coal 600
- Spherical surface polishing and parabolizing: 2 kg pitch Gugolz 55 + 500 g cerium oxide + 250g zirconium oxide there
At the realization of the mirror, now only missing the Foucault tester , also well suited to the Ronchi test, and also the patience and calm essentials to success.
But it is well advised to keep a nice: NOTEBOOK-DIARY OF THE MIRROR MAKER:
Important tool where you could make a very short comment in notes and "a reminder" of their work that would normally be doing at sessions, and not in a continuous manner.
Those comments will be particularly useful to be able to give advice "lived", to those who ask us for help venendosi find in those same conditions. Or they will be useful to ourselves, when a more or less distant future we must again face a similar problem, to see what were the intentions, the results and the mistakes of which we have no more memory.
Not to mention that the keep updated the number of wets, Maybe with a simple cross posted to fill a row of squares on the paper of diary, It helps to resume work in the right way, ie mirror above or tool above, when it's time.
The initial and final session are useful to know when time and work involves the realization that it is undertaken, and eventually make other interesting information available.
For example, from my notebook, I read the following information on abrasives used for polishing one of the 250F5, already bought the blank radius 2500mm:
Carbo grit 180 – 70 wets – 71 used grams – 28 water drops for wet.
Carbo grit 320 – 85 wets – 82 used grams – 28 water drops for wet.
Carbo grit 500 – 28 wets – 25 used grams – 25 water drops for wet.
Carbo grit 800 – 28 wets – 29 used grams – 25 water drops for wet.
Since each my wet lasted 3 minutes, the total polishing time, before moving to parabolization, was about 10 and half hours.
In parabolization phase-time, becomes more comprehensive and convenient keep printouts of each test, and write at the bottom of the comments on the outcome of the current correction, stating also the actions and intentions that we plan to implement for the next correction.
TO CONCLUDE THIS BRIEF OVERVIEW ON WHAT IT IS USED IN “THIS "GLASS SCRAPER”
It is important that those interested in the self-construction of the optical path, meditate on the fact that to get a good result We need to pu in field a good dose of patience and critical study our moves, monitored by the test results…( and the notebook “work diary” above does just that, and its consultability over time).
That meditation is to focus the fact that, observing the simple rules of the game of Rough grind – refining t and polishing the rough surface of the mirror, (rules alone are able to make us avoid astigmatism, that is the only formidable enemy), We arrive early to have in our hands a glass with a good surface (spherical, or between the sphere and the parable), well polished and lacking the appropriate correction alone to play on it as faithfully as possible, the curvature of the parable of reference tests.
In this phase, the work becomes more and more arduous away because the glass to delete on the mirror surface in order to obtain that good parable, should be gradually and dramatically decreasing, as you approach these drastical tolerances, which obviously must not be exceeded. (On these tolerances,, obtainable with manual labor, it is also useful to consult this article )
In other words: At the end of the work, the tolerances refered to the theoretical parable to achieve, are becoming increasingly stringent. And overstepping that, with an excessive glass removal, you find yourself with a “Game over”; that is a figure that went beyond the parabola figure, and then delete the job done, and back toward the spherical shape, to undertake a subsequent attempt by parabolization.
But it must also reassure that indeed, In this delicate and terminal stage of processing, the risk is never to spoil the mirror hopelessly, because working in parabolization, only remove millionths of a millimeter glass, and therefore any mirror, as to bad that as to be are (excluding the already named astigmatism), can withstand without any harm, tens of these “game over” and back to a newa attempt to parabolization.
This means that to achieve a mirror of exceptional optical quality, and unavailable in the market of commercial telescopes, It's ONLY A MATTER OF A TIME…and time is not money for the ATM enthusiast. And from here the need to put in field, all that PATIENCE and CRITICAL STUDY of own proper work mentioned above.