TROISIÈME PARTIE, DE QUATRE:
5 Fevrier 2009
PRÉPARATION OUTIL DE POLISSAGE:
Retour à la pratique de la fabrication de la garniture de l'outil avec "caramelles" en poix, à coller sur le même, par simple fusion locale avec une bougie, et le positionnement avec legere pression contre e verre, Peut être utile de lire mon article avec différentes photos sur cet même blog, avec title : «Outil avec caramelles en poix»
Préparer l'outil dessinand sur lui même la future position de carrès.
Et pour commencer, j'ai suivi la simple et ingénieuse méthode de, localiser le centre de l'outil de façon graphique, traçage deux cordes quelconques; puis à l'aide d'une équerreon tire la perpendiculaire à l'axe de chacune corde (en rouge dans l'image), avec le resultat que le point d'intersection de ces deux perpendiculaires est le centre du miroir.
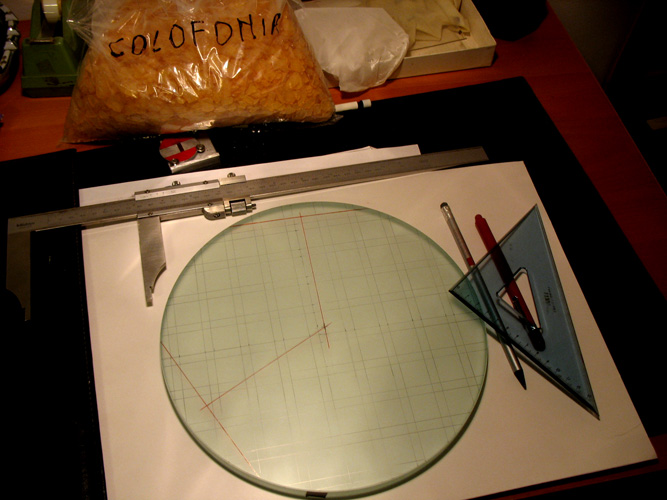
La règle d'or pour un polissage optique, est que le centre du miroir doit être couvert par une carrè de poix, MAIS le centre de ce carrè et celui du mkiropir NEe doit pas coïncider.
C'est parce que tout au long de la fabrication des miroirs, toutes les symétries, le début des points de travail, les points d'extrémité, etc.. devrait être CASUELLES et varier en continu, afin d'éviter les erreurs de sommation, et d'éviter ainsi des défauts de zone ou de l'astigmatisme.
En effet, la réalisation de la meilleure calotte sphéroïdale on l'achieve par l'effect de la loi statistique, ou appelé la Loi des grands nombres".
Et c'est compréhensible si l'on considère qu'on peut pas obtenir un miroir parmis peu de passèes de travail, chacune avec grande asportation mécanique. (qui pourrait donc venir de l'usage une machine-outil). Sur la vitre, vous devez effectuer une série de courses d'abrasion , dont chacun enlève seulement une quantité infime de matière.
C'est pour ça que ce grand nombre de courses peut très bien rencontrer qu'un seul principe exécutoire generale de JAMAIS commencer ou terminer ces courses toutes dans un même point (Comment ferait une machine-outil), parce que pour precises qu'ils peuvent être ces passèe de travail, ils auraient cependant une minimale tolérance d'erreur, le quel erreur irà s'ajouter toujour dans le même point du miroir, à-dire dans les points de début ou de fin d'une course. a générer un défaut optique devenus bien au-dessus de la minimale tolérance "pic/vallée" des erreurs, de 68.75 millionièmes de millimètre, qui représente la qualité à peine acceptable pour un miroir de télescope optique.
Donc la vérité est que, à la suite de la loi statistique, une erreur accidentellement positive et une erreur accidentellement negatif vont s'élider.
Fin de la réflexion sur la casualitè qui est à la base de la réalisation manuelle des miroirs, Reprenons maintenant la fabrication de l'outil:
On va dessiner au cayon sur l'outil en verre, la position du petit carrè qui va contenir à son intérieur le centre de l'outil, mais en position décentralisé , pour éviter toute symétrie possible.
Dessiner le retucule parallèle de tous les autres carrès 20×20 séparés par des sillons 10 mm, et de cet dessin resulte que pour garnir mon outil avec carrès en poix de 20x20mm et 10 mm d'épaisseur, Je n'ai besoin 61.
Pour ne pas mettre en jeu une quantitè de poix inutilement plus élevé que ce qu'il sert (Étant connu que la poix est célèbre pour s'ècailler à la moindre choc, pour se coller sur tout ce qui a une température supérieure 30 degrés); calculer le volume des carrès requis, et de l'emballage de poix acheté, pour voir combien je en dois faire fondre.
Le volume d'une image est 4 C.C. le nombre de places nécessaires pour garnir mon outil est 61, mais depuis le moule en gomme silicone que j'ai fait, contiendrà 81 J'ai décidé de faire fondre la quantité pour compléter le moule, soit 81×4= 324 C.C.
La poix acheté (Gugolz nr.55) Il est un cylindre de carton dans lequel le produit a été condensé. Le cylindre a un diamètre de 95mm x133, et a donc un volume de 943c.c. ... Je devra fusionner environ un tiers.
Je travaille dans un garage pour ne endommager partout avec les miettes collantes, et liberè la poix du carton, je la tiens sur un vieux pot pendent je la frappe doucement avec la plume d'un marteau, à un tiers de sa hauteur, faisand tomber les morceaux dans la casserole, les émiettant plus loin dans le pot lui-même pour accélérer la fusion suivante.
Scaldo la casserole sur une plaque électrique thermostaté à la température la plus basse possible, Étant donné que la poix fondu autour de la 50-60 degrés.
Dans cette opération, il est nécessaire de faire attention que les solvants qui s'évaporent de la poix sont hautement inflammables comme la térébenthine, il est donc plus sûr de le faire fondre en n'utilisant pas de poêle avec des flammes nues, mais plutôt un chauffage sur plaque electrique.
La fusion complète prend du temps. Par conséquent, la basse température du chauffage thermostatique, combiné avec l'effritement déjà fait et le continu remuer, aident à faire en sorte que la poix ne va jamais en ébullition. Peine la perte massive de ses solvants, Cela le rendrait trop dure et inadéquate pour le travail optique.
DIGRESSION SUR LES QUALITÉS DE LA POIX ET DE L'OUTIL
En fait, le Poix doit avoir une juste « trempe ».
Le terme "trempe" (provenant de fabricants de chocolat noir) on veux dire la dureté de la fonte refroidie, telle qu' il peut s'afaisser seulement légèrement, en fonction de la température ambiante dans lequel on travaille, de manière à garantir avec ce minimale afaissement, le réglage en continu de la surface de l'outil sur celle du miroir.
Mais la poix ne devrait pas être trop mou, sinon les sillons sul l'outil vont se remplir en trop peu de temps de travail, et nous les devrions re-générer avec perte continue de la couverture de l'outil, qui ne pourrà pas durer jusqu'à la fin du traitement miroir, mais ils devrà être refaits, de perdre du temps inutilement. Les rainures entre les carrés de terrain doit toujours rester ouvert et libre pour recueillir le volume de dissolution lumière qui se produit sur la surface de travail.
Si un sillon va se remplir, el l'on oubilie a le re ouvrir, vous aurez des importants erreurs zonales de surface .
L'avantage de l'achat d'une poix noire, au lieu d'utiliser la poix grec (également appelé Rosin) est que la poix est vendue en différentes qualités, chacune avec une certaine gamme garantie de température de ramollissement .
tandis que l'utilisation de la Colophane, en mélangeant bien 100 degrés, s'afaisserait peu ou rien, et pour ça inadéquatement, avec la baisse temperature donnè par la friction du travail manuel, et pour ça elle doit être mélangés expérimentalement par la cire d'abeille, et/ou la térébenthine, et/ou l'huile de lin, pour abaisser cette température à des valeurs accessible dans le frottement, compte tenus aussi de notre temperature d'environnement au cours du travail.
Cette recherche expérimentale de la juste trempe est compliquée par le fait que le colophane est un produit naturel “brut”, et comme tel il fonte à des températures et densité variable, et puis, à partir de la matière première naturelle, et donc avec caractéristiques incertain, vont se compliquer tout tests expérimentaux, et avec ça, augmenter considérablement la durée du temps d'experimentation et les risques d'erreur zonales sur le miroir.
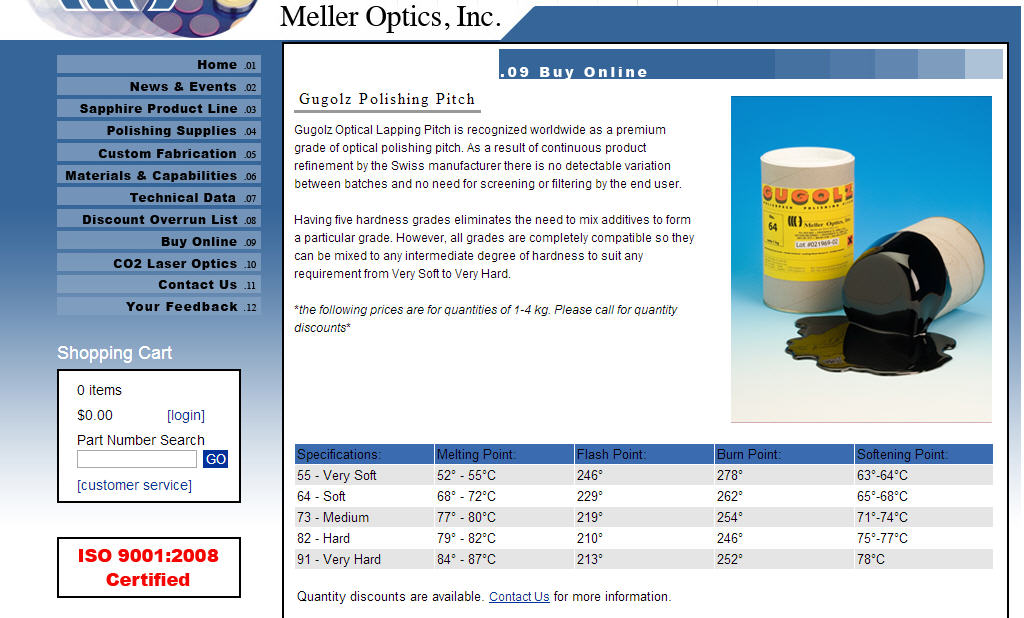
Dans mon cas, Malgré avoir eu un hommage avec abrasifs et du verre blank, une quantité abondante de colophane, J'ai préféré acheter la poix noir Suisse Gugolz , en gradation #55 Cela correspond à l'adoucissement à 50° c, convenant au travail avec une température ambiante de 18 à 20°, parfaite pour la chambre ou je travaille pendent l'hiver, sans avoir à faire aucune expériences de mélange.
Fin digression sur les qualités de la poix.
RETOUR À LA COUVERTURE DE L'OUTIL:
Une fois fondu, la poix est coulèee dans mon moule de silicone à bien tremplir tout ses alvéoles : Et les carrès sont prêtes.
Et la 6 février 2009
Je prends une bougie, et j'expose un côté 20×20 de chaque carré, pendant quelques instants devant sa flamme (mais pas en contact) pour rammollirlo. Chaque image est ensuite fait adhérer avec une légère pression, dans un des carrès dessiné sur l'outils.
 En agrandissant l'image avec un "clic", l'outil terminè montre la surface les carrès de poix avec imprimès les grain de bois servi à faire le moule en siliconec avec lequel ils ont été produits.
En agrandissant l'image avec un "clic", l'outil terminè montre la surface les carrès de poix avec imprimès les grain de bois servi à faire le moule en siliconec avec lequel ils ont été produits.
DOUTES DU NÉOPHYTE SUR LA COMBINAISON TEMPÉRATURE AMBIANTE / POIX, ADAPTE POUR LE TRAVAIL
Après sis ans, aujourd'hui, en 2015, Je peux dire que le doute d'alors ne serait pas surgi, grâce à des tableaux tels que l'image suivante,

qui fournissent (bien qu'à l'origine seulement en degrés Fahrenheit) la température de fonctionnement appropriée pour un certain type de poix.
Mais au moment de mon travail, j'écrvais dans mon journal de réalisation comme suit:
Nous sommes en Février et dans la salle de lavage où je travaille la température est 18 degrés. peu de. la question est: Seraient suffisants pour adoucir avec mon travail de frottement, la poix Gugolz # 55 qui de catalogue adoucit d'environ 50°? Et sur ce sujet, nous avons lu beaucoup de nouvelles sur le WEB qui souvent, toutefois, vont perdre de vue le côté pratique, de se perdre dans la philosophie. Je pense donc que je dois accepter le terrain que j'ai choisi et cha a le moindre degré d'assouplissement du commerce, et avec confiance, tenir d'oeil critiquement l'avancement des travaux.
Le fait demeure que je suis un technicien et non un philosophe, et donc s'il y a des choses techniques à comprendre, Ils sont bon pour moi….
Il est écrit que les essais de dureté sont fait avec l'ongle du pouce:…… Methode pour moi trop empiriqu.
Il est écrit que vous faites avec un bille poussé contre la poix avec un poids... de façon simile à l'essai de dureté Brinnell... Nous voyons:
le texte (2) pag.106, dit que l'empreinte laissée par une bille d'acier 8 mm de diamètre à une température de 22° C, pressée contre la poix par un poids de 200 g pour un temps de 30 seconds, laisserait une empreinte entre 1 e 2 mm profondeur; Si l'impression est plus profonde la poix serait trop mou, A l'inverse, si moins profonde, trop dur ...
Je vais faire le même test avec une bille Ø7,87 mm, le même poids de 200 g à 17 ° température à laquelle je suis. Le premier problème que nous rencontrons est l'incapacité de mesurer la profondeur de la dépression créée par la petite balle.
Et je me demande aussi comment ils ont fait a mesurer la profondeur d'une calotte profonde (par 1 a 2 mm) vue que l'erreur introduit de la dimension de la coulissa d'un pied a coulisse électronique, sont comparables à ceux de la dépression a mesurer.
J'essaie de revenir au fond de la dépression à gauche par ma balle, à partir du diamètre de la bande de roulement, avec l'aide de la géométrie (et rappelant le test Brinell): profondeur H = rayon de la bille – racine carrée de (rayon au carré, moin, rayon de l'empreinte au carré):
Ma bille Ø 7,87, a laissé une empreinte 2,33 mm de diamètre, et l'empreinte a une profondeur (calculé avec la formule ci-dessus) de 0.17 mm .....
C'est à 10 a 20 fois inférieure à la profondeur décrite dans le livre (même si elle obtient à une température 5 degrés plus): Donc ma poix semble dure!
Inversement si je reviens, avec calcul inverse, le diamètre de l'empreinte décrite dans le livre en partand de sa profondeur dénoncé, Je trouve que le diamètre du cratère laissé aurait été de 5,5 mm: C'est a dir que la bille de 8 mm serait plongée presque à son diamètre.
Et donc je ne peux que conclure que je ne suis pas convaincu par la significativitè de cet essai, que Je ne peux pas repeter à 22 degrés, et donc je suspends la recherche du vrai, et je vais a l'avant avec ma poix telle qu'elle est.
NOTE: A distance d'années, aujourd'hui, pour ceux qui souhaitent explorer l'utilisation de la poix grec beaucoup plus facilement trouvable en vente, (également connu sous le nom de rosin ou colophane) qui, cependant, ne peut pas être utilisé "comme telle", mais doit être travaillé pour obtenir le baissement a la juste temperature d'afaissement “nommèe "trempe"” car sa température de afaissement est trop élevé, Sont reperables plus d'informations. ici dans cet même blog, ou vous pouvez lire l'intéressant article sur ce sujet titulè“Essai de dureté de las poix” e “Fusion et coulée de terrain“.
PRESSAGE OUTIL POUR LA FORME INITIALE
Placez l'outil sur la table avec la poix vers le haut; la couvrir d'une pellicule de polyéthylène transparent de cuisine, et y mettre en contact le miroir et le leter avec un poids de 13 kg.


Depuis la première compression devrait durer au moins 30 minutes, à l'échéance, j'enlève lest et miroir, et je vois qu'il existe encore nombreuse carrès de poix pas en contact (Remarque : L'on note lorsqu'ils sonts en contact, que leur couleur bien noir prévaut sur le gris du polyéthylène translucide, . Gris qui découvre au contraire l'absence de contact); Vue ça, Je pense que ma poix soit dure, et je remet miroir et lest, en ajoutand une “boule” d'eau tiêde à 40°... Cette fois la compression mêne à un adoucissement qui serait excessif pour plus longtemps, mais maintenant avec des carrés parfaitement en contact, Vue les sillons reduit a 6 mm de largeur, des 10 Originaux.
Le chagrin d'avoir (peut être) exagérée, m'encourages au pensée, que des deux extrêmes rencontres , la presente "voie du milieu" serait presque sûrement celle juste,.. Et donc j'applique cette "voie du milieu" re faisand la compression a 17° mais sans la «boule» de l'eau tiede, et pour un temps le 50% plus grande, c'est à dire 45'.
Après les 45 minutes j'ai trouver que les carrés sont tous parfaitement en contact. Mais j'ai décider que pour aujourd'hui ça suffit; et les surprises et les decision à prendre font assez, . et donc de continuer, on ne reparlerà demain..

L'outil avec la poix adapté au miroir dans les zones où la couleur est plus noire; tandis que pas encore ou il y a des petites boulles grises. mais il est tres bien comme ça .
Temps de travail = 6 heures
travail Temps total = 14 heures
(Suite à la quatrième et dernière partie)