
TRADUCTION ITALIENNE DU CHAPITRE 8 DEL LIBRO “LA CONSTRUCTION DU TELESCOPE D’AMATEUR”
Jean Texereau
(REMARQUE: Pour les lecteurs de langue francaise, il est conseillè de lire cet article directement sur le livre nommè, (pages 137 – 149) pour eviter fautes dû a la double traduction automatique).
La principale difficulté de la construction d'un télescope dans une combinaison Cassegrain ou sa variante, Elle est due au miroir secondaire convexe, et par conséquent il ne peut pas être contrôlé par la méthode de Foucault sans l'utilisation d'instruments coûteux tels que des composants optiques auxiliaires, parce que le test de Foucault est applicable seulement sur miroirs ou des surfaces optiques concaves .
—————————
Note.D. T: La seule exception, toutefois, le test étrange applicable en mode direct selon la méthode proposée dans 1945 J. H. ROI, décrit dans l'édition 1998 du livre americain A.T. M.1. 1 pI. 321, Chapitre b. 14 « Testing convex surfaces selon la figure suivante, b. 14.1, qui consiste à installer le miroir convexe (ou plan-convexe ou une lentille biconvexe à tester), alors qu’il ferme avec la face convexe tournèe vers l’air ambiant, un réservoir tuyau-cylindrique de logueur déterminée par le rayon de courbure de la face, qui serà remplis de fluide ayant la même indice de réfraction du verre sous test. At l’autre extrémité du reservoir cylindrique est fermè avec une fenêtre de verre optique qui est parfaitement plane même seulement sur la surface tournée vers l’extérieur du tuyau. Fenêtre optique qui assure la capacité de faire executer à travers, un test normal de Foucault de la concavité interne au miroir (o alla lente) Vus de derrière, ayant le liquide de même indice de réfraction du verre, rendus invisible, et en fait physiquement éliminée toutes réflexion de toute sourfaces intermedie rencontrè par le chemin optique immergé dedans, à l'exception de l'extrême surface convexe, que vue par l'arrière se presente concave.
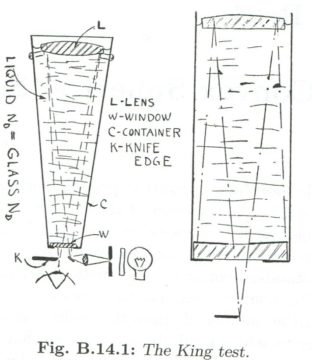
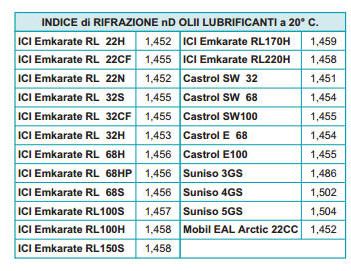
La taille généralement réduite de ces miroirs n’obligent pas à des conteneurs de grands dimensions, Toutefois, la complication de ce test direct, est de trouver une remplissage liquide ininflammable de sécurité et économique ayant un indice de réfraction identique (mais probablement tout aussi proche que possible) à celle du verre en question, sachant que l’indice du verre depart du verre type Crown (BK7) avec la valeur 1,5, et monte depassand le normale verre calcium-sodium, avec 1,57, jusqu'àu verre type Flint dense avec valeur 1,68. Les liquides transparents les plus courants qui viennent assez proche de ces valeurs, sont l’essence de térébenthine et les huiles minérales, que vous lisez sur les tables d'instruction attachés aux instruments réfractomètres à usage industriel pour la vérification de la qualité des huiles minérales, tel que rapporté par la figure ci-dessus.
Fin de la note
—————————————————————-
Depuis le choix d'influencer grandement la méthode de contrôle toute la durée du travail, Nous allons examiner les quatre méthodes pratiques valides:
74. CONTROL“STAR ESSAI” DU TÉLESCOPE ENTIER SUR UNE ÉTOILE(Voir image suivante 82 A).
Cette méthode est appliquée dans l'utilisation normale du télescope avec une étoile brillante. Il est supposé que le telescope complet soit disponible et monté en équatoriale bien stationné et donc déplaceable par un précis mouvement horaire avec le miroir primaire déjà réalisé et aluminisé; Lors que le miroir secondaire object de l’étude, il n’est pas essentiel qui msoit aluminisé.
Il faut beaucoup d’expérience pour interpréter correctement un petit défaut par le test à l'étoile, C’est la méthode de Foucault pratiqué visuellement sur une vraie étoile ;
C’est parce que le turbulent tourbillons et les courants d’air rendent illusoire l’égalisation photométrique que l’exploitant doit réaliser sur les ombres des fenêtres de l’écran de Couder. Vous pourriez intégrer ces tourbillons simplement reprennent des images photographiques (Foucault-grammes) formé par quelques minutes de pose photographique, mais le compte numériques sur les images serait laborieux parce qu’exige l’examen de tous les esclavage de la photométrie photographique. Pour ces raisons, il est préférable d'utiliser la méthode de Hartmann (2), opérande photographiquement avec une étoile brillante comme Vega, qui serait reprise en deux images extrafocali séparées par une distance connue. De cette façon vous seriez en mesure d’enregistrer traces de “brosse” ou faisceaux lumineux isolées par un écran placé à l’embouchure du télescope, et il serait assez un temps d’exposition d’environ une minute avec un film de sensibilité moyenne, même si seulement l'un des miroirs est de l'aluminate.
Pour mesurer la distance entre les images de deux faisceaux de la même zone, vous avez besoin d’un micromètre capable de lire le micron; puisque la distance axiale entre les deux images est également connue, l'on déduit facilement les distances d’intersection pour chaque zone, même avec une plus grande précision et sécurité que celle qui serait résultat de i'équalisation rendue visuellement, des Fenêtre du test de Foucault.
- Détails de l'application sur la méthode Hartmann sont données dans le travail « et télescopes Lunettes » de Danjon et Couder.
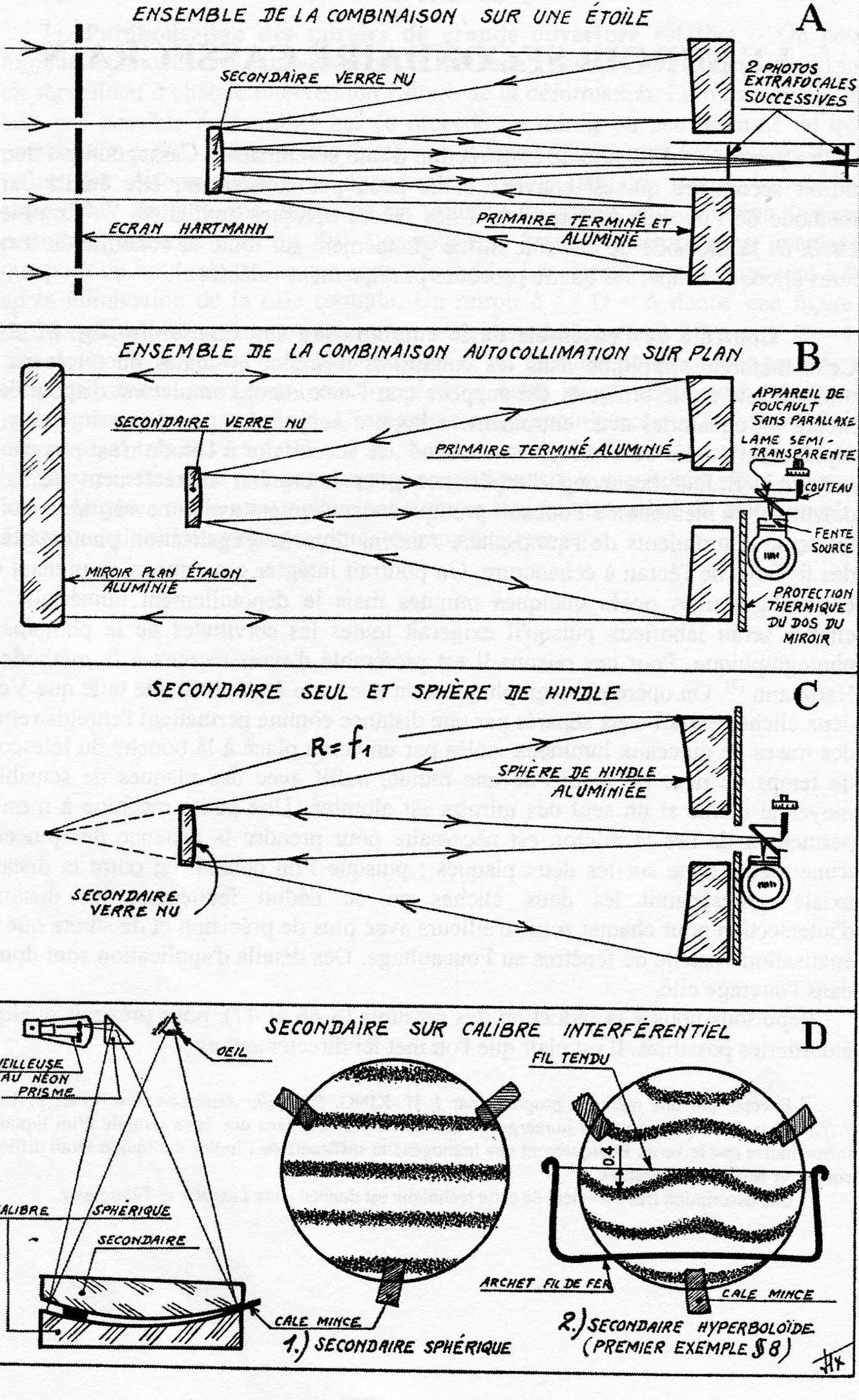
Image 82
Pour éviter d'éventuelles erreurs, Il vaut mieux du moment, de se rafraîchir les idées se référant au contenu du chapitre sur les calculs a fairen pour transférer les aberrations à plan focal (réduction des aberrations au niveau du plan focal), et au chapitre sur la redaction du bulletin de contrôle, comme le montre la image suivante 52 provenant de la page 85 Du Texereau.
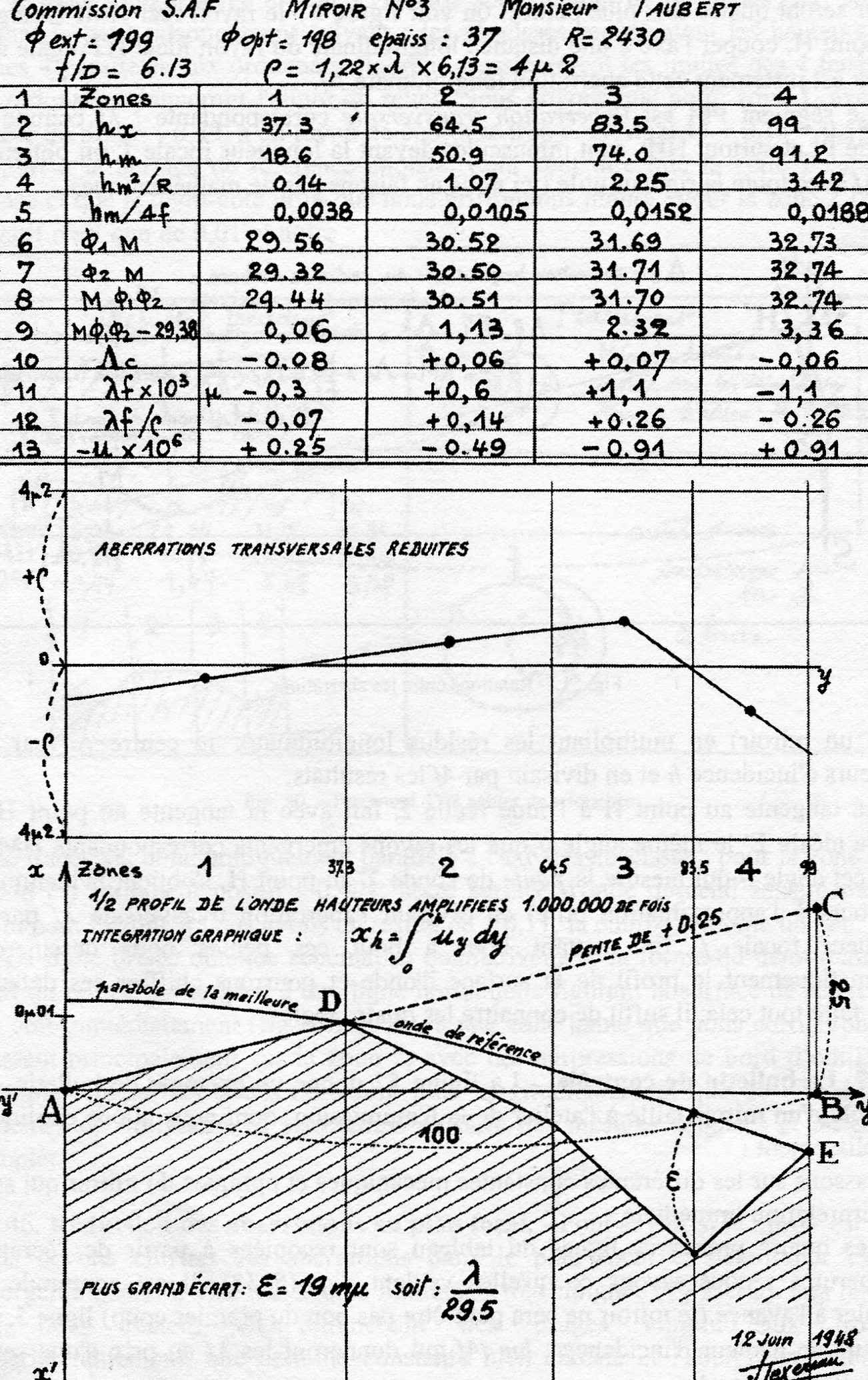
Image 52 Bulletin de control
Il est clair que dans un procès avec la source placée à l’infini les aberrations sont au feu, et donc vous n’avez pas à faire la soustraction des valeurs hm ²/R en ligne 4 de l'image 52, qui concerne les soustractions qu' interviennent seulement au centre de courbure, c'est-à-dire dans le test de Foucault dont la source ne se trouve pas a l'infinì, mais aussi elle dans cet centre, aux côtés du couteau du testeur.
De même pour trouver rapidement le plan du cercle de minimale aberration, comme nous mettons en évidence l’aberration longitudinale au feu (ligne 5 figue 52), Vous devez utiliser les valeurs de hm / F et non celles de hm / 4F.
Enfin les’aberrations longitudinales transversale se retrouveront à l’aide de la formule suivante (16):
Les autres calculs du bulletin restent inchangés.
L'avantage d'une étude directe du télescope dans les conditions d'utilisation, elle est donnée par la présence automatique des aberrations thermiques qui interviennent réellement, , et qui dans un grand instrument sont souvent importantes. .
Malheureusement, avec l'utilisation du test des étoiles, , le cycle des vérifications et des ajustements reste subordonné au beau temps metereologique..
(L'achèvement d'un secondaire d'un Cassegrain de 60 cm pour l'observatoire Meudon nous a demandé près de six mois en utilisant seulement cette méthode, , alors qu'à l'Observatoire de Haute Provence un mois suffisait pour un secondaire d'un diamètre de presque 52 centimètres, pour un télescope Cassegrain de 193 centimètres).
Dans le cas d’un petit outil, vous pouvez contourner ce problème si vous avez un espace clos et assez long pour être en mesure d’installer une étoile artificielle à une distance d'au moins trente mètres.
La Foucaultage visuelle dans cette affaire reprendrait son avantage puisque l’air de la pièce peut être maintenue optiquement homogène, chose qui n’est pas généralement facile à obtenir à l’extérieur.
Un petit masque de Couder homothétiques a une normale, peut être positionné contre le secondaire pour la localisation directe des retouches à faire. La source n’est plus à l'infinì il apparaîtrait avec une légère sur-correction sphérique, et aberration longitudinale serait beaucoup plus faible que hm ²/R, mais pas nécessairement négligeable.
75. Contrôle de l’entiere combinaison optique (c'est a dire du telescope complet) au moyen d'un miroir plan ((Voir plus haut dans l'image 82 B) .-
Léon Foucault dit que “un miroir plat pour l'optique expérimental est un ciel artificiel”. Si vous avez un miroir plan sans défaut et au moins un diamètre égal à celui du miroir primaire Cassegrain, vous pouvez l'utiliser pour Autocollimation. Cette méthode a été suivie par G. W. Ritchey en particulier pour contrôler la combinaison du télescope Cassegrain 152 cm du Mont Wilson . Il utilisera un appareil Foucault dans lequel la source et le couteau sera aussi proche que possible, ou mieux totalement dépourvu de parallaxe à l'aide d'un verre semi-transparent (figue. 82 B). En effet, si la source est hors axe les reflexions symétriques survenantes affectent nos miroirs en points substantiellement différents . Nous voyons qu’il y a au total cinq réflexions, Une premiere fois le télescope avec la source au feu, sert un collimateur pour fournir des rayons parallèles réfléchis par le plan vers la combinaison qui devient télescope.
Les défauts sont alors doublés.
Est necessaire alluminiser le miroir plan et le primaire pour avoir de lumière suffisante. En absence d’une ensemble mécanique completement réalisée, le montage doit comporter des réglages fins au moyen de vis d’agents sur les trois miroirs, et en dépit de cela, cette collimation est un bon exercice pour un débutant.
cette méthode, comme celle-ci, ne permet que le contrôle du seul faisceau axial.
La fraction secondaire qui dépasse ce faisceau (dans le cas où vous souhaitez étendre le champ ) ne peut pas être contrôlée en même temps..
Cependant, peu d'amateurs ont un bon miroir plat de diamètre égal au primaire. . Bon signifie que les défauts zonaux sont gênants, , mais une petite courbure du plan est sans importance pour l'auto-collimation..
76. Méthode Hindle ((Voir plus haut dans l'image 82 C) (2). – Le miroir secondaire convexe à contrôler est associé , à un grand miroir d'essai sphérique spécial dont le rayon de courbure est égal à la distance focale du miroir primaire du télescope. . La distance d des sommets est donc la même dans l'instrument réel..
Cette fois il n'y a que trois réflexions, , et le faisceau passe deux fois sur le secondaire en doublant ainsi les défauts..
Le miroir sphérique utilisé dans ces conditions fournit un faisceau stigmatique équivalent de la configuration d'un paraboloïde avec source à l'infini.. Le Foucaultage révèle ainsi directement les déficiences du secondaire doublées, , comme seconde dans la méthode précédente..
Les mesures doivent être faites avec un petit masque Couder, , avec un calcul de réduction d'aberration comme cela se produirait avec un faisceau incident parallèle..
Avec un miroir sphérique de Hindle un peu plus grand que le miroir primaire, , vous pouvez contrôler un secondaire surdimensionné pour des raisons de champ..
L'inconvénient pratique évident de cette méthode est la nécessité de fabriquer un deuxième grand miroir pour chaque configuration de télescope, , de sorte que le miroir sphérique Hindle est justifié seulement que pour la production en série de télescopes Cassegrain standard..
(2) JH HINDLE “un nouveau test pour les miroirs Cassegranian-grégoriens et miroirs secondaires ” dans les avis mensuels de la Société royale d'astronomie , mars 1911, reproduit en A.T.M.1. page. 225.
77 Vérifier un secondaire sur une jauge concave (voir ci-dessus dans la figure 82 ré).
Cette méthode a été trouvé et enseigné par A. Couder en 1945-1946 au laboratoire d'optique de l'Observatoire de Paris. . Et il est également découvert de façon indépendante par J. P. Hamilton qui a publié une bonne description en 1952 (1).
Les explications des chapitres § 51 e 52 de page 93 du livre de Texereau, au propoose de comme l'on effectue les contrôles interférentiels de miroirs plats avec un interféromètre Newton facilement auto-constructible, , nous permettre d'être court
(Note.D. T. Voir les équivalents articles sur le test interferometrique de Newton dans ce blog https://www.grattavetro.it/interferometro-di-newton/ ehttps://www.grattavetro.it/frange-di-newton-concavita-e-convessita-delle-superfici-in-esame/ ).
Il commence avec un petit miroir sphérique concave au moins aussi grand comme le convexe à construire et avec identiqus rayon r2. La Vérification de la sphéricité de ce miroir concave avec Foucault ne présente aucun problème, Nous devons seulement faire attention, avec un miroir si petit, les aberrations extra-axiaux dans l'ensemble de télescope, Cela peut être gênant si la source n’est pas proche ou confondu avec l’image de retour.
Ce miroir sphérique fera la fonction de calibre interferentiel.
Si le dos du miroir secondaire convexe est poli et transparent (verre normal Saint-Gobain), Des franges d'interférence peuvent être observées en positionnant la source de lumière et l'oeil près du centre de courbure de la jauge. . Trois intercalaires en papier, dont l'un est plus fin et séparent les deux verres, et comme d'habitude nous devons diriger le mince vers nous.
Si nous supposons que notre miroir convexe est sphérique avec le même rayon de la jauge, , les franges d'interférence seront rectilignes comme pour un verre plat (voir ci-dessus Fig.. 82 D1 ).
Nous rappelons que la frange diamétrale représente la déformation de la section méridienne du verre contrôlé..
Ainsi chaque fois que cette déformation par rapport à une droite atteint une inter-frange, , c'est-à-dire l'axe entre deux franges contiguës, , on déduit une différence de Lambda / 2 qui correspond à 0,3 μm en référence à la longueur d'onde effivace du lumière au néon donnée par la lampe utilisée dans l'interféromètre..
(1) J. P. HAMILTON. “Un test pour le secondaire Cassegrain”. dans le Journal de la AstronomicSociété de Victoria. Fevrier 1952, p. 7.
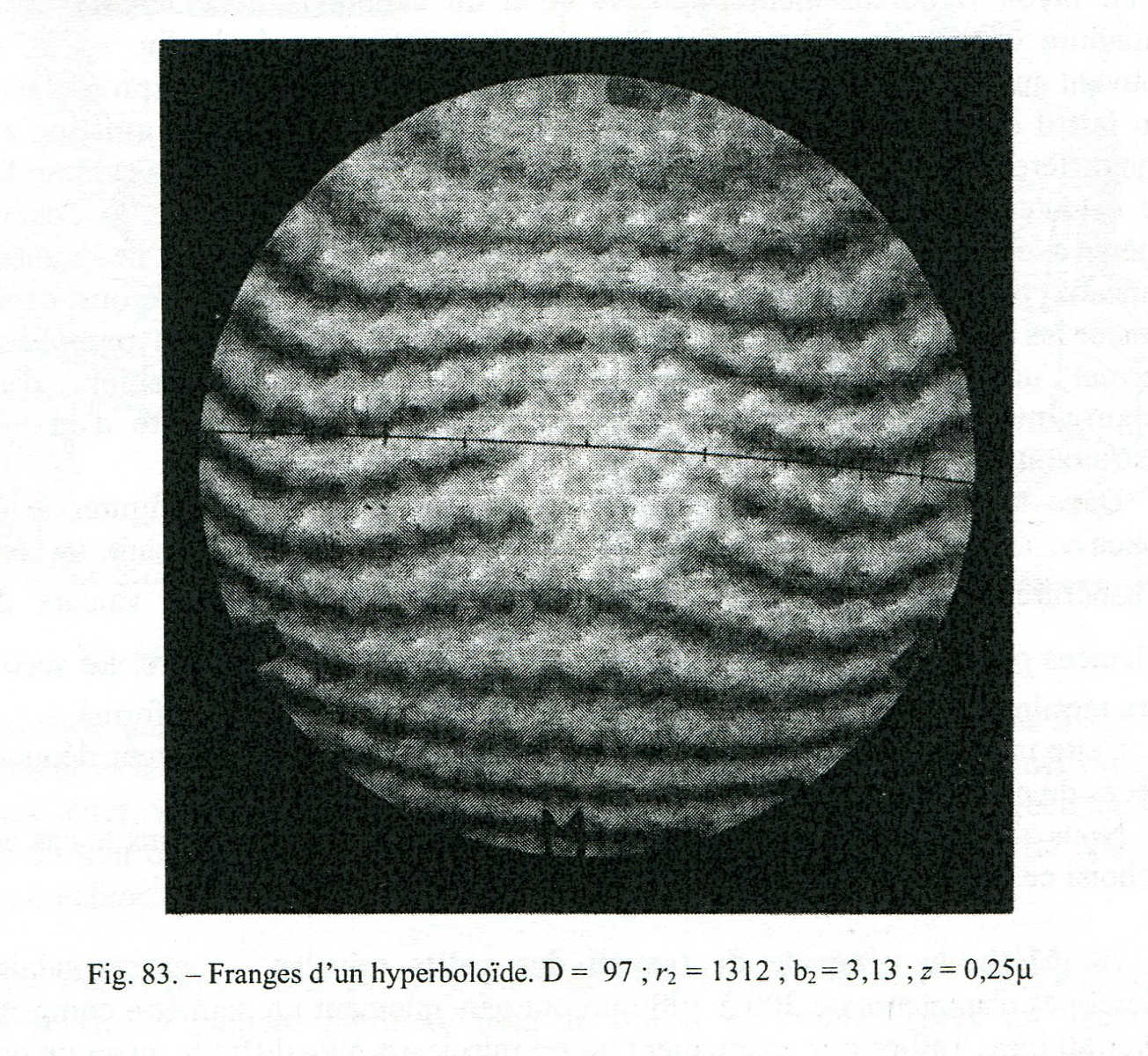
Surtout si l'on veut vérifier que le secondaire est hyperbolique, il suffit de voir si la frange centrale dessine bien la figure suivante 76 II lorsque l'intercalaire en papier mince (dans la figure appelée "cale mince") est positionné comme indiqué ci-dessus dans l'image 82 D2;
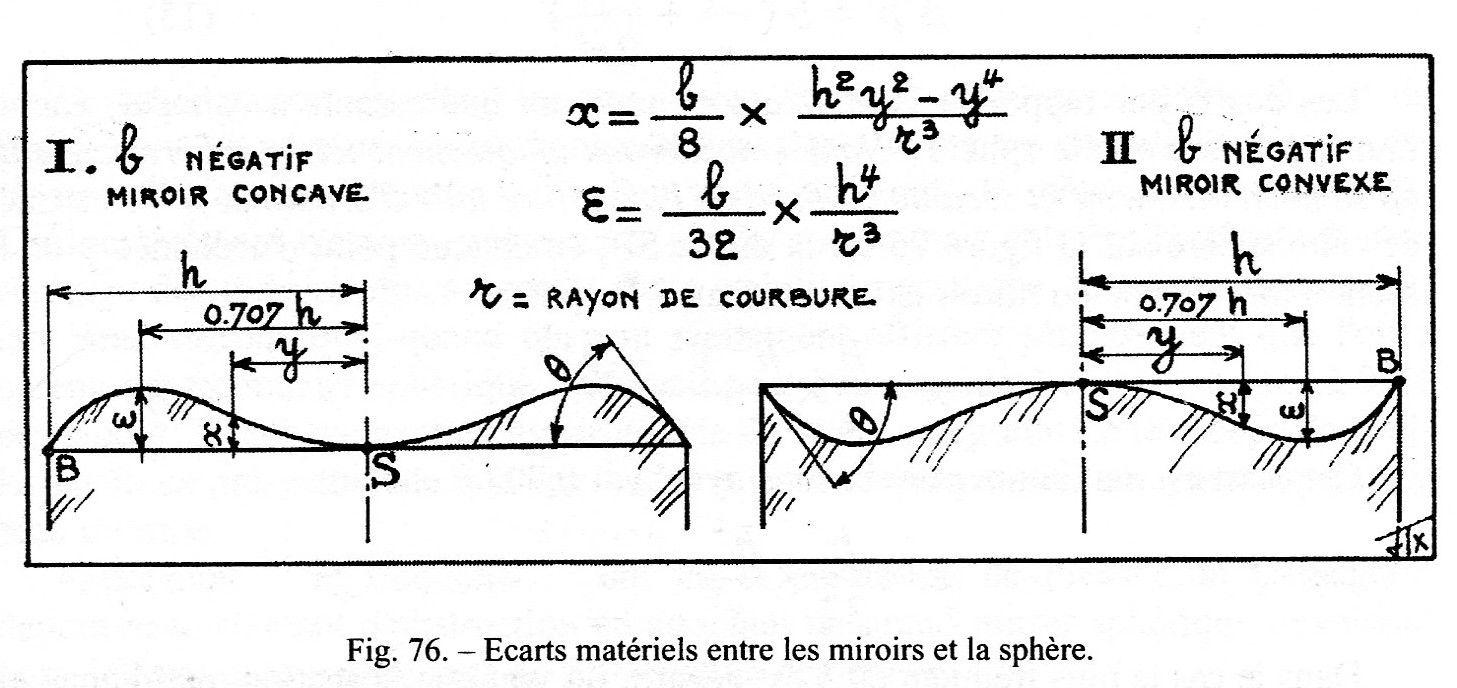
En plus de ça, l'écart maximal pour la zone 0.7 peut être estimé en dixième d'interfrange et comparé à la déformation calculée avec la formule suivante (15), ou b est le connu coefficient de déformation de la courbe.

Par exemple,, les franges montrées ci-dessus à la figure 82 D2 se réfèrent au miroir secondaire de la combinaison proposée comme premier exemple constructif sur la page 128 du livre de Texereau, pour lequel ε vaut 0,12 Micron , à savoir (0,12μ x0,3 ) = 0,4 inter-frange .
On notera que le présent procédé nécessite la réalisation d'un miroir convexe avec un rayon de courbure strictement imposé et identique à celui de la jauge concave produite.
Pour satisfaire cette concordance correspondant aux franges de la Fig. . 82 ré, on a souvent conduit à des retouches plus laborieux de la l'hyperbolisation proprement dite.
En fait il est possible de contrôler l'hyperboloïde même si à la déformation s'ajoute la différence de courbure de quelques franges entre le miroir et son calibre. Et’ il suffit donc de calculer le contour des nouvelles franges d'égale épaisseur (note 1).
(1) Cette famille de courbes est donnée jusqu'à ± 2 franges dans l'article de J. P. HAMILTON citéici dessus.
Si vous préférez travailler avec des entretoises de même épaisseur, vous devrez calculer le changement de diamètre des nouveaux anneaux de Newton correspondant à la déformation.
Pour ces raisons nous préférons ajuster le rayon des surfaces à mieux qu'une frange de proximité, avant d'hyperboliser. Cela permet un contrôle plus direct et plus sûr de la déformation, Toutefois, l'approximation au dixième de l'inter-frange est suffisante pour un télescope modeste.
En cas de déformation importante, il peut être préférable figurer la jauge concave qui est facile à contrôler avec précision avec Foucault, en utilisant un masque Couder comme pour un paraboloïde, mais en utilisant les valeurs de Δ p’ calculé par la formule suivante (13) par page 127, et la valeur B2 du secondaire.

Seront considérés terminé leurs études secondaires quand observer les franges droites sur la jauge déformée.
Cette méthode est plus facile à mettre en œuvre pour un amateur sans lunettes de contrôle.
Maintenant, nous allons prendre les aspects pratiques du travail si vous choisissez cette méthode de vérification.
78 Méthode générale de travail de petits miroirs convexes.
Les secondaires des télescopes amatoriales diamètre 200 ou 300mm ont généralement un diamètre compris entre 30 e 80 mm. Exactement réaliser un de ces miroirs est plus difficile que l'on pourrait croire ne pas avoir d'expérience dans ce travail.
Le procédé de fabrication à la place de la table fixe, s'il est simple et efficace lors de l'utilisation d'un disque de 200 x 35 mm, il devient de plus en plus difficile et incertain si vous allez en dessous 150 et surtout de moins de 100 mm diametro.
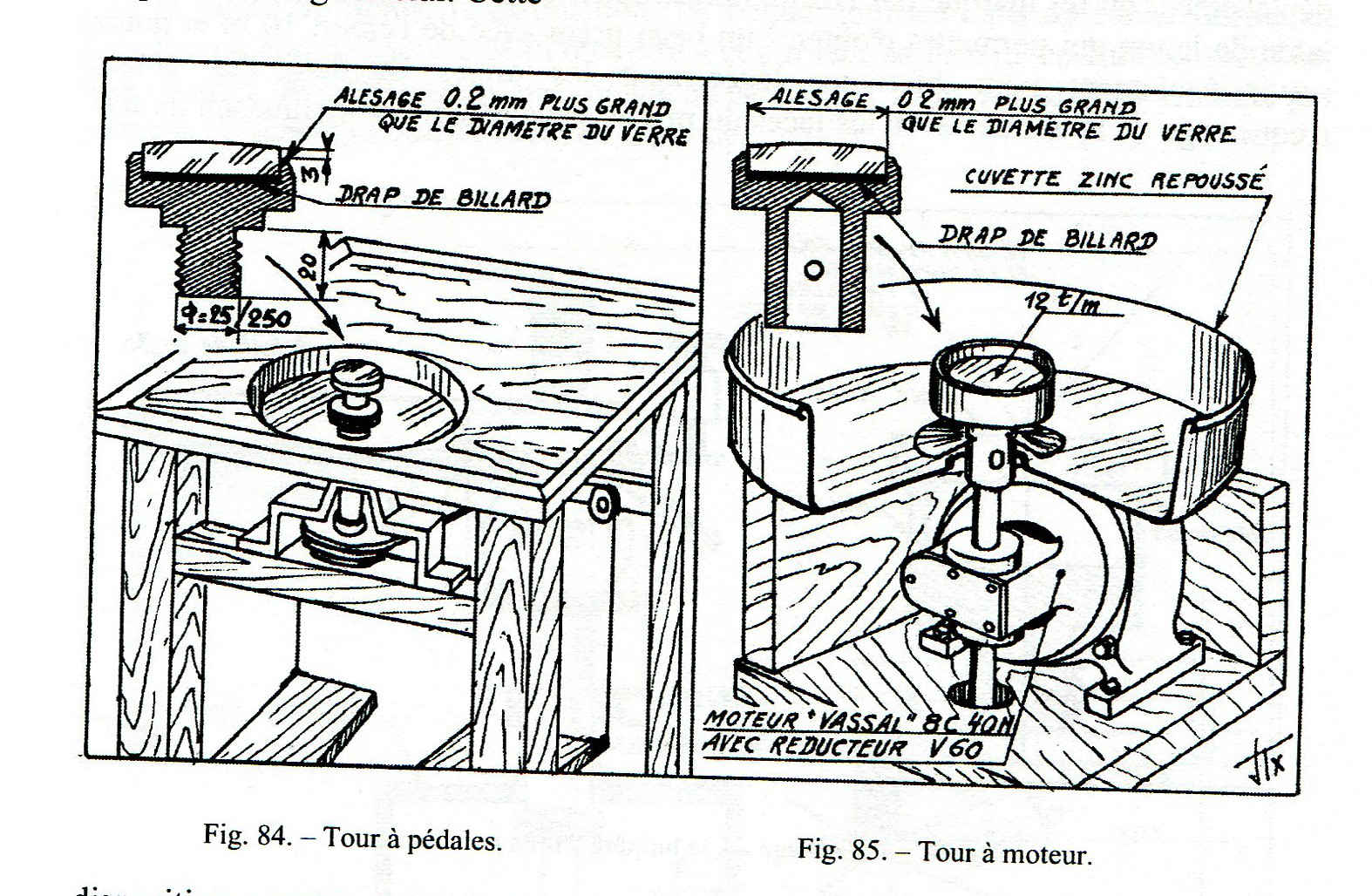
En effet, avec de tels miroirs petits et légers, les pressions involontaires des mains entraînent des déplacements de pièces et des surprises désagréables. Au lieu de cela, le travail assis devant le verre où l'outil tourne lentement sur un axe vertical, rend les choses beaucoup plus faciles. Le tour à pédale pour opticiens de la figure 84, est en effet considéré comme la meilleure machine pour les petits travaux d'optique de précision (2).
En agençant un tel tour, la vitesse la plus lente sera choisie et le pédalage sera plus lent et plus constant au moins pendant le polissage de précision..
Cependant, il est possible d'improviser un tour pour un travail aléatoire, en utilisant directement l'axe lent d'un réducteur à vis sans fin, à condition que sa rotation ne dépasse pas 15 TR/MIN tour / (Voir image suivante 85).
Images 84 - puis 85
(2) Producteurs Clave, 9, rue Olivier Metra , Paris 20 °
Un de ces tours et polisseurs industriels comprend un porte-pièce avec un tige de diamètre standard, généralement filetèe comme ils possèdent nombreux outils pour le tour. Les verres à travailler y sont fixés par des colles à base de poix ou de colophane telles que celle appelée "ciment pour opticiens", ou ce que les Français appellent "Arcanson"(1).
Nous préférons monter les verres à traiter sans contraintes, au moyen d'adaptateurs de cuvette spéciaux qui reçoivent les lentilles sur un disque de tissu sans serrage..
Cette fixation (illustrée à la figure 85 85) permet de contrôler ou d'inverser le verre en cours de traitement sans avoir à le décoller et à le re-coller à chaque inversion de position. . Il existe des bols à mélanger en alliage léger ou simplement en bois dur, , ou simplement être attaché à un plan tournant, ou simplement être attaché à un plan tournant présenté par un eventuel outil existant de la machine (Voir image 86).
79 Raffinage du traitement du bord brut.
Pour produire un miroir et un outil, un déchet de traitement du verre Saint-Gobain de 10 a 15 mm d'épaisseur.
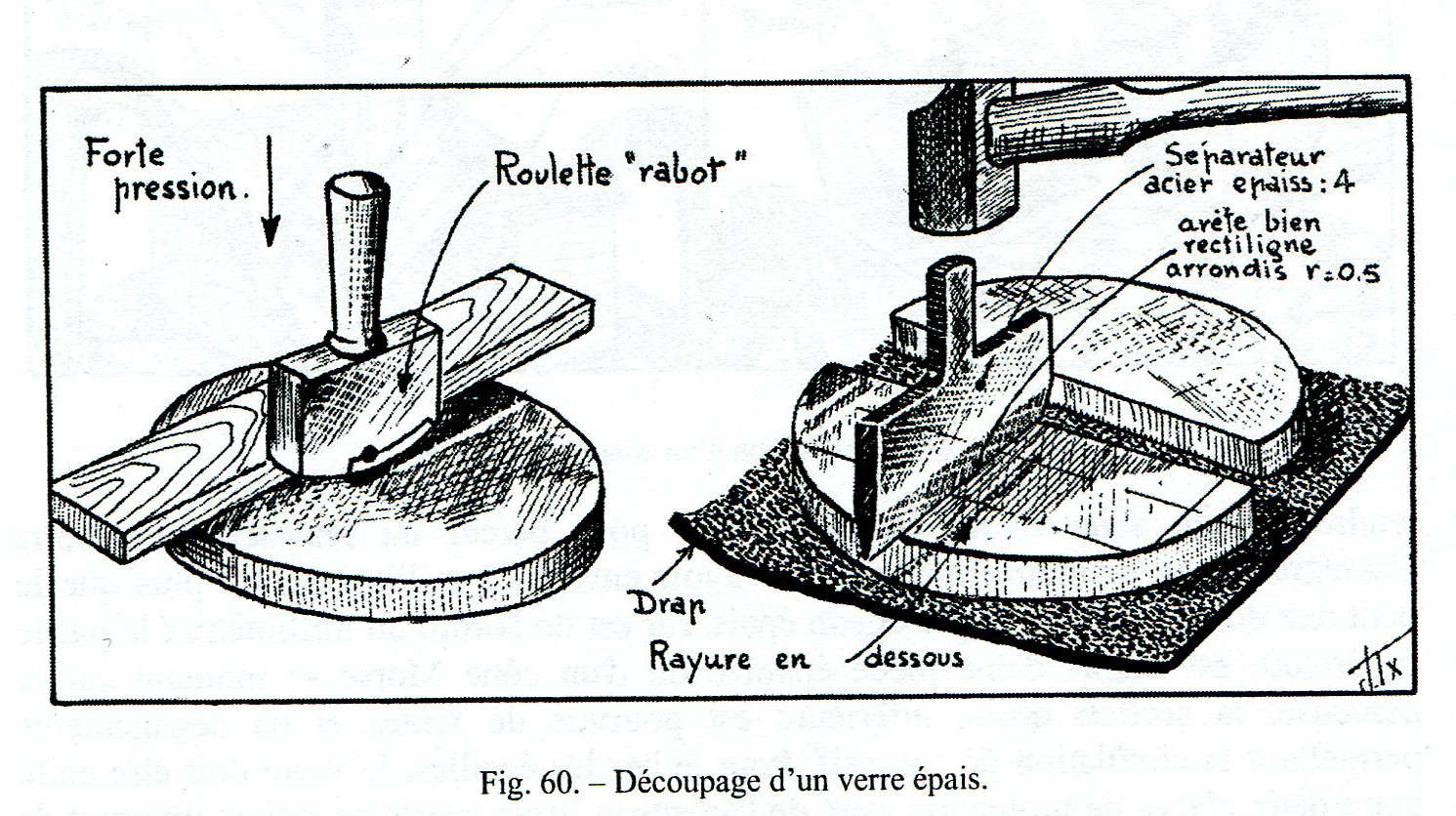
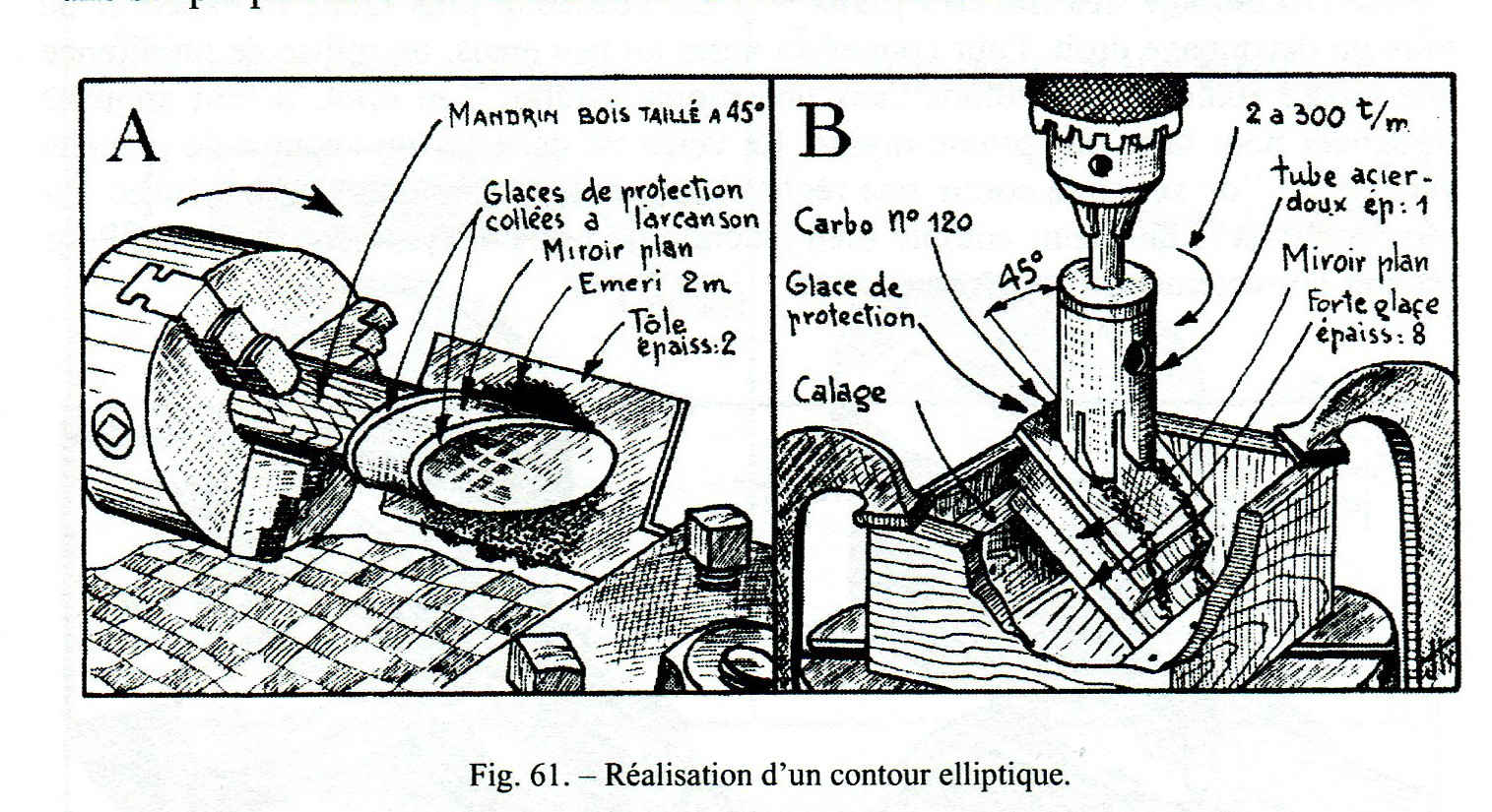
Après la coupe sommaire avec le coupe-verre rotatif ou diamant classique (figue 60), ou avec la carotteuse réalisée avec un simple tube de fer en forme de coupe qui coupe humide en interposant le grain d'émeri (figue. 61) le verre obtenu est collé à la colophane sur la roue tournante du tour (figue. 86). Avant que la colophane soit complètement refroidie, la position du verre doit être corrigée pour que les faces qui seront polies tournent bien centrées sur le support, pour assurer à la fois une rotation centrée et une rotation orthogonale à l'axe de la machine..
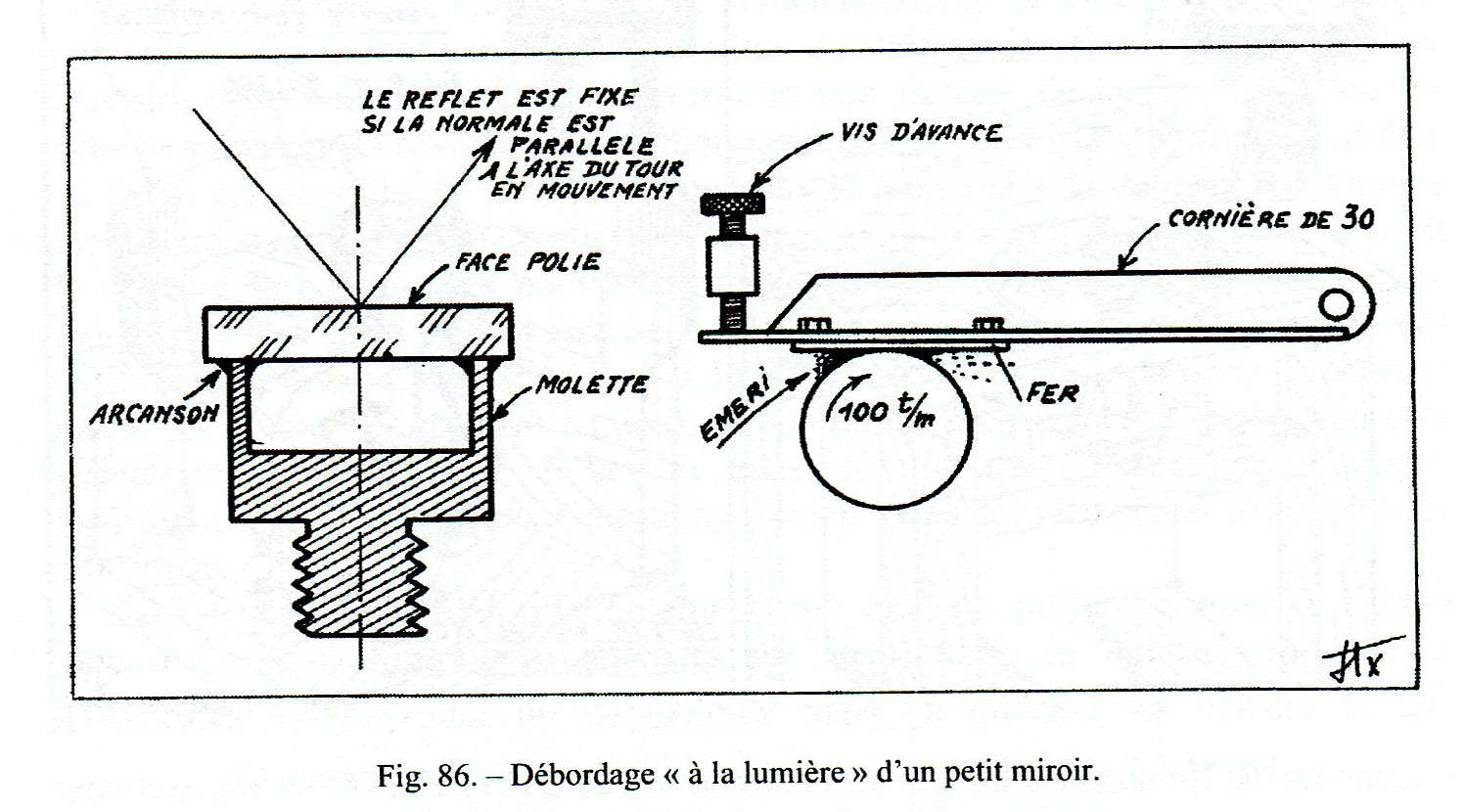
Une manière classique de vérifier que ce centrage et cette orthogonalité est satisfaite,, consiste à assurer l'immobilité de l'image de la réflexion d'une lampe ou d'une fenêtre, donnée par la face supérieure du verre en rotation., donné par la face supérieure du verre en rotation..
Ce centrage dit “"à la lumière" ” est fait avec beaucoup de soin pour une lentille qui doit être centrée depuis sa construction, , destinée par exemple à être insérée dans un système optique qui fournit une forte convergence, , mais ici dans notre case du miroir secondaire, , un contrôle maximal est largement suffisant.
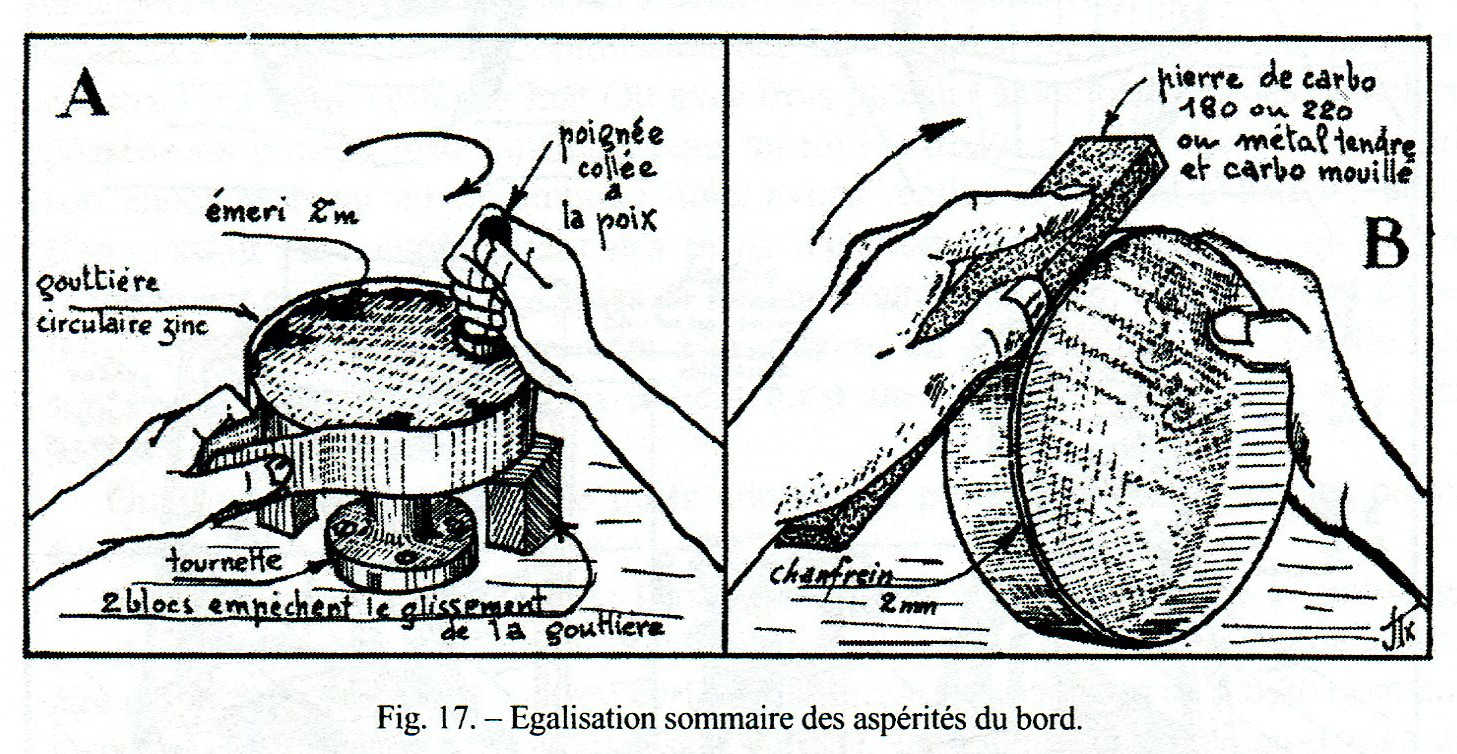
Il faut attendre le complet refroidissement de la colophane avant de commencer le rodage / Doucissage / / la régularisation du bord du verre. . Si ce dernier est irrégulier, il commence par une égalisation grossière avec une bande de zinc (voir Fig. 17 . 17 A), en utilisant un émeri de graine 1 minute, en actionnant le tour à une vitesse d'environ 100 TR/MIN tour / .
(1) Pour plus de détails sur ces œuvres classiques, , consultez le Guide de l'ouvrier du verre optique de precision, écrit par le Colonel DEVE (Ed . optical Review ).
Mais pour rendre le verre exactement cylindrique, une approche tangentielle est nécessaire avec un fer articulé sur un point fixe, et poussé par une vis d'avancement (Voir image suivante 86). L'on utilise l'émeri de grain 1 1 minute ou 2 2 minutes jusqu'à ce que le bruit de l'abrasion reste discontinu, , indiquant qui est encore discontinue la surface à uniformiser au simple contact du fer recouvert d'émeri et humide, , sans pression, .
Le changement de grain de l'émeri sera accompagné d'un déplacement du fer mobile corrodé de l'usure tangentielle, ou celui-ci sera remplacé par une lame en laiton qui fournira un joli grain avec de l'émeri de 10m et peut également servir à chanfreiner légèrement les bords qui sont toujours fragiles.
Les défauts d'équerrage du bord du miroir sont corrigés en inclinant le fer..
80 Ebauchage.
Le traitement fait verre sur verre fournit simultanément deux pièces intéressantes qui sont toutes deux polies en appliquant le contrôle avec la méthode d'interférence mentionnée dans(chapitre § 77)
(Note.D. T. Voir les équivalents articles sur le test interferometrique de Newton dans ce blog:
https://www.grattavetro.it/interferometro-di-newton/ ehttps://www.grattavetro.it/frange-di-newton-concavita-e-convessita-delle-superfici-in-esame/ ). .
Le verre convexe sera le miroir, dont la partie arrière plate, , qui doit être polie,, sera protégée par un vernis gomme-laque contre d'éventuels dommages découlant du traitement de la face avant. . L'outil concave sera ensuite poli pour devenir un calibre, , et il est avantageux qu'il soit fait environ 10% 10% plus grand que le miroir, , chose qui ne derange pas l'abrasion et nous permettra de négliger une éventuelle erreur de bord rabatùs inappropriée..
L'ébauche a lieu comme à l'endroit fixe, , le verre que nous devrons faire convexe est placé en dessous, , c'est-à-dire supporté par le porte-pièce du tour..
Compte tenu de la faible quantité de verre à enlever, , l'émeri 1m ou 2m et les importants courses 4 / 5D mais peu décentralisés , suffisent pour obtenir rapidement la courbure désirée.
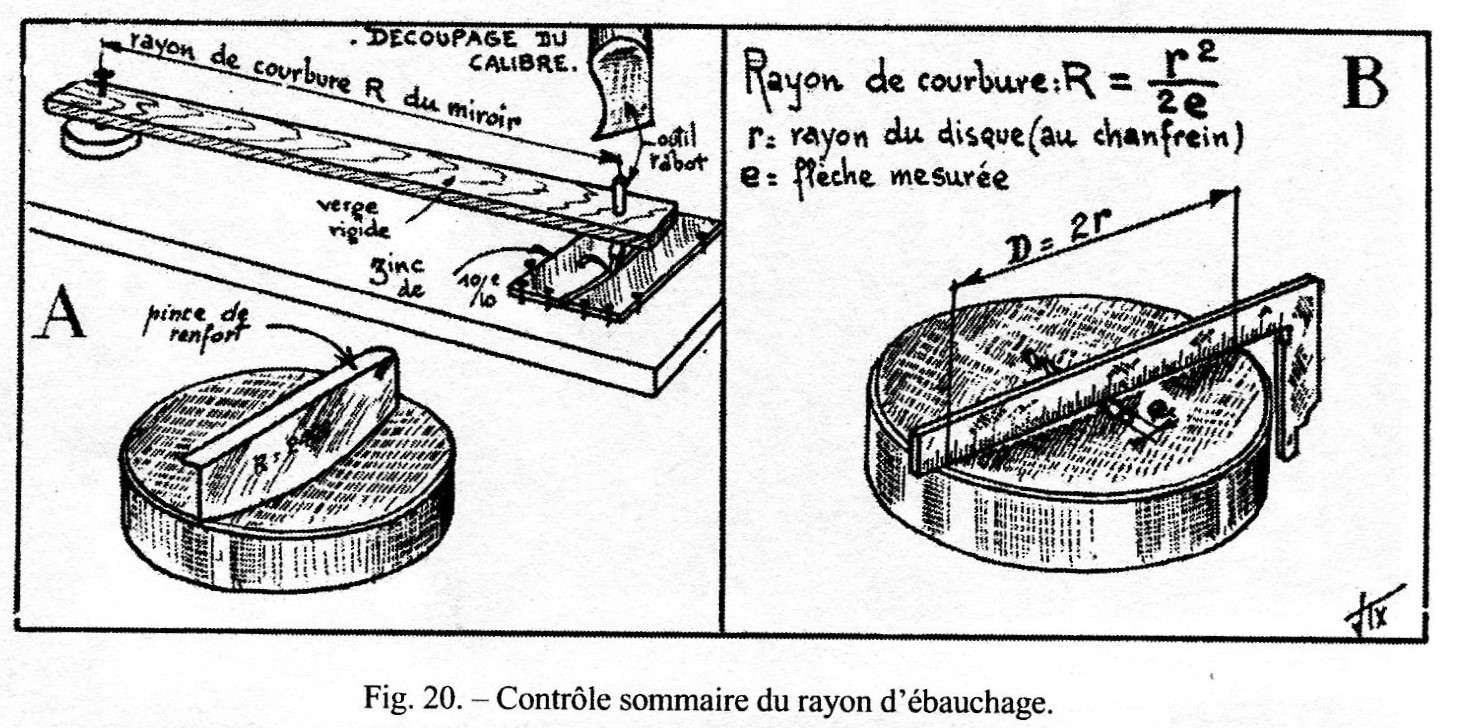
Pour la vérification du rayon de courbure réalisé dans cette phase, , il suffit d'utiliser un masque ou un modèle de carton ou de zinc coupé directement au rayon de courbure r2 calculé.
Une fois la courbure désirée atteinte, il faudra la régulariser en appliquant les courses usuels de longueur 1/3 ré . Avec les mêmes coups, la surface est régularisée dans l'inversion de la position du verre, ce qui nécessite deux adaptations différentes des deux côtés.
Après le nettoyage méticuleux habituel et les précautions relatives qui évitent les rayures indésirables, , il est possible de passer à l'émeri à grain 5 et 10m, cependant, en rendant les traits un peu plus courts que 1 / 3D en raison du fait que l'outil concave est plus gros de notre miroir, , a la tendance négative à abattre-lui le bord..
L'inversion de la position de l'outil miroir doit être utilisée non seulement pour corriger un rayon de courbure trop long ou trop court, , mais aussi systématiquement à chaque gêne pour conserver exactement les mêmes rayons de courbure complémentaires des deux verres..
La précision du contrôle possible avec un simple modèle de courbe en carton ou en tôle de zinc (figue. 20 A, page. 33) laisse à désirer pour la vérification précise du rayon de courbure d'un Cassegrain secondaire. . La distance focale résultante et les points conjugués sont très sensibles à ce paramètre..
C’est pour ca que, Pour mesurer avec précision la flèche, , un sphéromètre à coupelle peut être utilisé comme indiqué sur la figure 87.
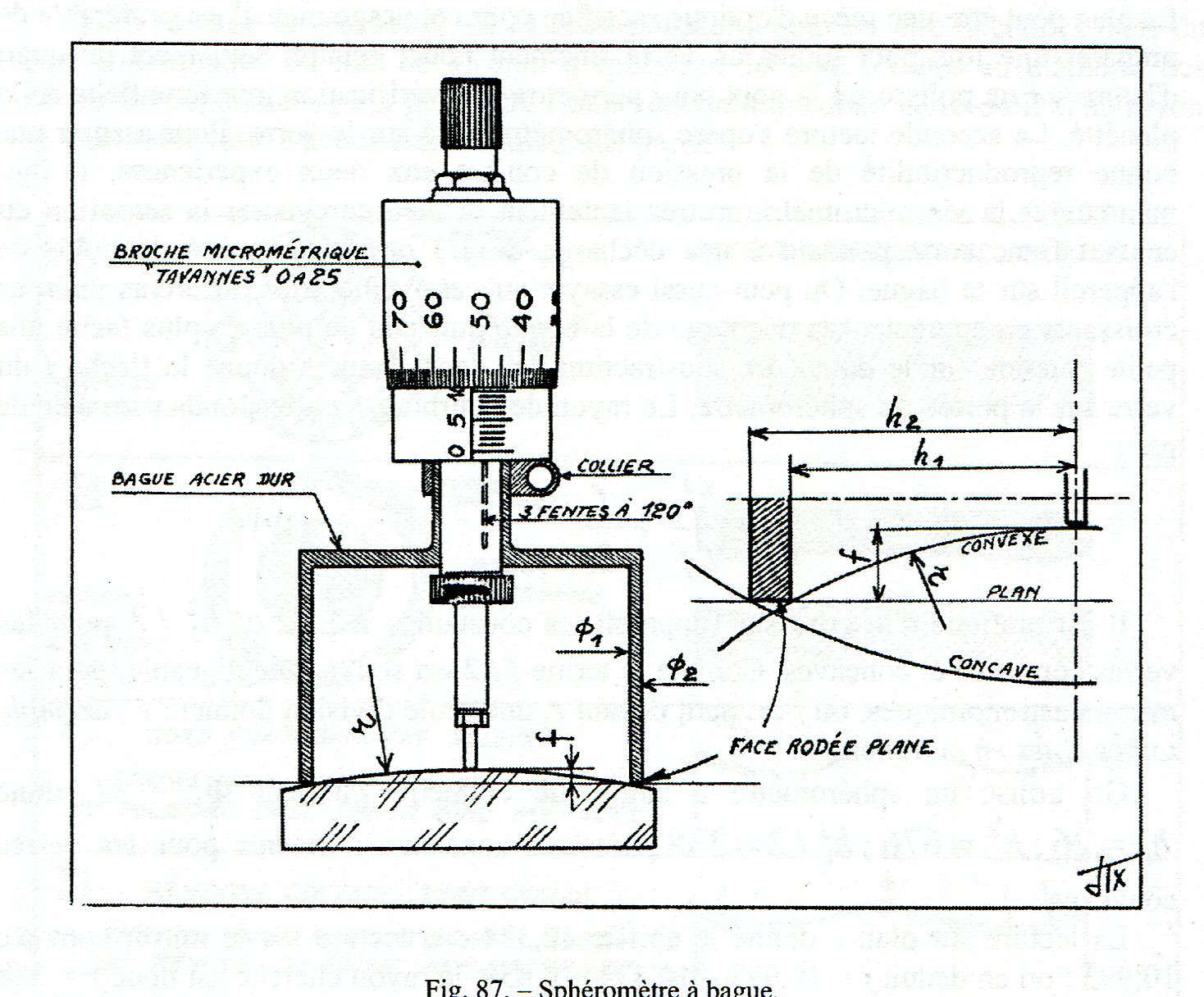
La coupelle tournée en acier dur , a un diamètre un peu inférieur au verre à tester; ; sa surface de contact annulaire est rectifiée après cémentation et / ou durcissement et rodage de meulage fini avec graine abrasif 5 e 10 m, par exemple sur une surface en fonte, , et le bord définissant la circonférence de la surface de contact de la coupelle doit sois bien vivant.
81 Sphéromètre a coupelle (ou a anneau) voir precedente image 87.
Comme l'on voit a droite de l'image 87, une tête de mesure micrométrique permet de mesurer cette constante avec une précision dans le cas de verre convexe, , de Ø1/2 = h1 et des verres concaves de Ø2 / 2 = h2 .
La cuvette est munie de fentes axiales à 120 ° pour assurer l'élasticité et le centrage à une fixation avec une sangle de type collier métallique qui la relie à une tête de type micrométrique Palmer.
Ce dispositif de mesure s'adapte très facilement à une variété de structures, , par exemple pour contrôler l'épaisseur ou le parallélisme de plaques de quartz pour filtres biréfringents, , ou pour plaques de fermeture de télescopes, , ou pour des lames de Schmidt, , des lentilles d'objectif, , etc. …, nous n'hésitons pas à recommander la meilleure vis possible. . Par exemple un pas de 1 mm, est préférable à celui de 0,5 mm, , le tambour chromé doit être de grand diamètre pour permettre une interpolation facile des lectures microniques entre encoche et encoche.
En cas de preoccupation d'encourir dans un erreur de constante dans la mesure, un verre concave de petit rayon, l'extrémité de la sonde de la tête de mesure micrométrique (c'est-à-dire la pointe de contact de la tige de mesure), doit être réduit à un diamètre maximal de 2mm, , ou même poli comme une petite surface de la surface convexe. . Au contraire, la complication constructive d'une sonde non rotative avec la vis de mesure serait inutile.. La mesure devrait permettre une rotation extrêmement douce de la vis.
Malgré tout ce que les traités de mesure mécanique peuvent dire, , si vous évitez d'utiliser le limiteur de couple de l'appareil (qui est généralement toujours trop dur, ) il est possible de définir un contact avec une fidélité d'un micron avec la simple maîtrise du dureté de manœuvre du tambour doucement manipulé.
Une première lecture est utilisée pour noter la mesure correspondant à la remise à zéro du contact de la vis avec la jante de la coupelle,, et se fait avec le sphéromètre placé sur un plan de référence. . Le plan peut être une pièce optique sacrifiée à cet effet, , mais il vaut mieux préparer une fois pour toutes un verre émeri finement broyé et poli seulement pendant un quart d'heure avec un outil en poix , pour permettre le contrôle de l'interférance de la planarité..
La deuxième lecture se fait en transférant le sphéromètre sur le verre à mesurer.
(Note.D. T: Lorsque le sphéromètre est mis à zéro, le bord de sa coupelle est au même niveau que l'extrémité de la sonde centrale; ; tandis que lorsque l'instrument est placé sur le verre convexe, il ne touchera initialement que la sonde qui sera retirée par la rotation du micromètre jusqu'à ce que le bord de la coupe atteigne le contact avec le verre.).
Afin d'assurer une bonne reproductibilité de la pression de contact des deux expériences de mesure, il est nécessaire de manœuvrer la vis micrométrique très lentement et d'enregistrer la sensation de franc contact obtenus, correspondant à une décharge de 1/3 ou la moitié du poids de l'instrument sur le bord de la coupelle.
Les différents microns en croissance peuvent également être testés successivement en appréciant la décharge du poids de l'instrument ce qui rend de plus en plus facile la rotation de la vis de manoeuvre sur la surface brillante..
La soustraction des deux lectures nous donne la flèche f dans le champ d'application du sphéromètre..
Le correspondant rayon de courbure r est calculé comme suit (19):
Il est pratique de se enregistrer sur l'appareil les constantes h12/2 e h22/2 pour les verres convexes et concaves . Puisque le terme f / 2 est souvent négligeable pour les miroirs astronomiques dans lesquels F F est petit par rapport r, une seule division fournirà r comme dans l'exemple suivant où toutes les mesures sont en mm::
Un sphéromètre à coupelle avec un diamètre intérieur de la bague Ø1 = 52mm est utilisé, , donc h1= 26; h12 =676; h12/2/ = 338 est la constante à retenir pour le verre convexe.
La lecture sur le sol plain a donné la figure 10,334;
la lecture sur le miroir convexe 10,993.
On en déduit f = 10,993-10,334 = 0,659
donc le rayon recherché est = 338 / 0,659 = 513.
Si nous voulons éviter toute approximation nuisible du calcul, , nous allons pousser la division à une décimale supplémentaire,, ici nous écrirons 512,9 et ajouterons f / 2, à savoir 0,3 qui lui donne un plus précis dans les 513,2. Mais il ne faut jamais oublier la signification physique de la mesure limitée à la sensibilité d'un micron, , qui représente ici une approximation de ± 0,8 mm sur le rayon (1).
82 Doucissage.
Depuis le début de l’affinement de la surface, il est nécessaire de respecter le rayon de la courbe finale avec la meilleure approximation possible. Cela permet souvent inverser la position de l'outil et le miroir, et mène plus facilement à obtenir des surfaces parfaitement unies et combinés, vis a dir identiques mais complémentaires, à savoir ayant exactement le même rayon de courbure.
- le sphéromètre à flexion de A.. Couder permet de mettre seulement le dixième de micron pres, Tandis que les comparateur a montre, ne sont généralement pas fideles a mieux de plusieurs microns, sauf lorsque les potences supports sont très rigides.
Pour des si petits miroirs, 2 ou 3 Séché chaque 20m et 40m émeri sont alors suffisantes pour normaliser les surfaces. Le contrôle final du rayon de courbure doit se concentrer sur le miroir et sur l'outil. Nous devons nous assurer que les flèches sont situés exactement concordante (de prendre en compte les cours des constantes de sphéromètre). En effet, , avec un grain de polissage abrasif fin serait déjà très difficile de réaliser une correction de seulement 2 m, soit environ 7 franges. Une réunion d'uniformité parfaite entre les deux disques peut être réalisé avec un émeri plus fine: 60 m ou BM “304” conduisant le dernier polissage partiellement séché avec la moitié d'outil ci-dessus et l'autre moitié par le miroir d'inversion ci-dessus.
83 polissage et retouches.
Les deux outils peuvent être obtenus par exemple à partir de deux disques en bois contreplaqué d'épaisseur 15 mm sur une face tournée exactement au rayon de courbure (eu lieu avec une bonne précision avec le carton ou le zinc masque modèle) et également tourné vers le diamètre des verres correspondants pour permettre l'inversion immédiate de la position du verre - outil
Les deux disques en bois doivent être imperméabilisés (au cours des années, il est parti en pleine immersion dans de la paraffine, Aujourd'hui, il y a des revêtements en polyuréthane).
Il commence par un manchon recouvrant l'outil avec une coulée courbe de hauteur sans blockiness.
Pour effectuer la coulée doit disposer d'une bande de confinement de la bande de papier de 50 mm de haut sur le périmètre des disques en bois créant un récipient dans lequel de verser le brai fondu jusqu'à une épaisseur d'environ 6 mm.
Dès que le refroidissement est suffisant, vous pouvez retirer le ruban adhésif contenant.
Il procède ensuite à un pressage de la poix sur la courbe du verre dans un premier temps avec beaucoup de pression avec interposition de papier-soie / feuille de polyéthylène de cuisine.
Enfin prend le papier ou le polyéthylène, et que vous exécutez une pression d'une meilleure adaptation à pas préalablement Brushstroke crème abrasive (habituellement de l'oxyde de cérium et de l'eau).
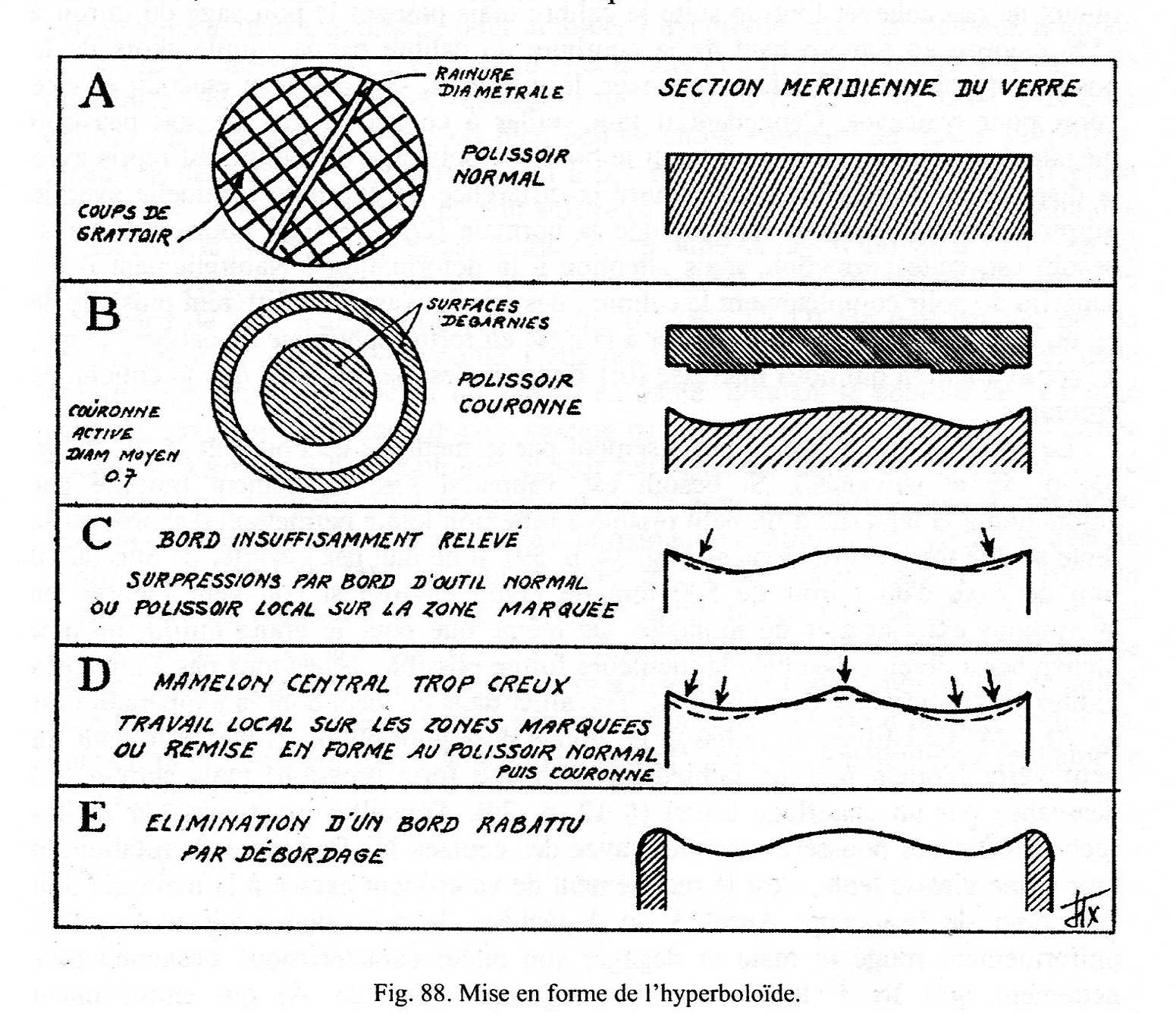
Vous pouvez donc pratiquer une rainure diamétrale, ou un hachures de rainures creuser, (figure 88 A) ou une spirale légèrement creuse faite avec un racloir très tranchant. . Ces dépressions de hauteur doivent être maintenues ou refaites régulièrement tout au long du traitement pour améliorer l'adhérence..
(Note.D. T. Les rainures ou dépressions doivent imperativement être présentes dans le traitement des miroirs optiques, , et servent à éviter les erreurs zonales dues à la possible usure irrégulière de la poix, , qui pourrait gonfler dans certains points ou vice versa, perdre le contact dans d'autres).
Puisque le souci principal est de savoir si les verres ont des rayons de courbure suffisamment proches, , on commence par les polir grossièrement mais uniformément sur toute la surface,, d'abord la jauge outil puis le miroir pendant ¼ d'heure chacun, , puis on procède à un premier sommaire contrôle interférentiel .
S'il indique une différence de courbure significative supérieure à 8 ou 10 franges, il est préférable de reprendre le polissage pour obtenir une unification du verre plus précise..
Une différence de courbure concave - avec les verres touchant le bord – - est plus difficile à récupérer qu'une convexité relative; Et’ également souhaitable de commencer avec une convexité de 3 ou 4 franges, ce qui conduira à un polissage plus facile..
Puisque les corrections de courbure sont aussi faciles que les verres ne sont pas complètement polis,, il est préférable de ne pas travailler la jauge tout de suite,, mais de pousser le doucissage du miroir autour au 75%, puis approcher la courbure de la jauge en choisissant simplement la position au-dessous ou au-dessus de miroir-outil.
Si vous avez besoin d'augmenter la convexité, le miroir convexe bien comprise doit être sous; et vice versa pour augmenter la concavité de la partie concave. Toutefois, nous devons travailler pour que le gris (compris encore surface mate) Il est pas trop inégalement répartie entre le centre et le bord.
Le polissage du calibre a lieu avec l'arrangement (supérieure ou inférieure) commode de réduire les différences de courbure résiduelle par rapport au miroir; Ils peuvent être utiles à cette fin des courses les plus longues de la normale (par 2/3 a 3/4 ré) il vous aidera si correction nécessaire, mais il faut veiller à la déformation! Bien sûr, il est tout à fait inutile de polir le calibre; dès que les verres ne diffèrent pas d'un ou deux anneaux il faudra proceder à la mise en forme sphérique du calibre, , qui a l'approximation qui nous intéresse (0,1 franges). Mais ce n'est pas une opération aussi facile que quiconque qui n'a aucune expérience peut croire.
Le contrôle du calibre se fait facilement avec la méthode de Foucault (avec les méthodes décrites au chapitre § 29 e fig. 33, de page. 55 et suivantes).

Image 33
Si necessaire, le testeur sera légèrement modifiée en tournant le couteau vers la sortie de la source de lumière et l'installation d'un petit prisme à 90 ° de la réflexion interne totale qui fera apparaître à quelques millimètres, le rayon lumineux de la fente à l'axe optique et le couteau (En d'autres termes, il s'agit de réduire autant que possible la distance entre l'axe lampe – couteau indiquée en 25 ou 30mm dans le dessin de construction suivant du testeur Foucault de la figure 34).
Si l'on veut maintenir à quantitè ignorable les aberrations extra-axiales du montage, il faut reduire la distance entre la source,, le couteau et l'axe optique, a moins de 10mm pour un miroir d'environ 500mm de rayon,
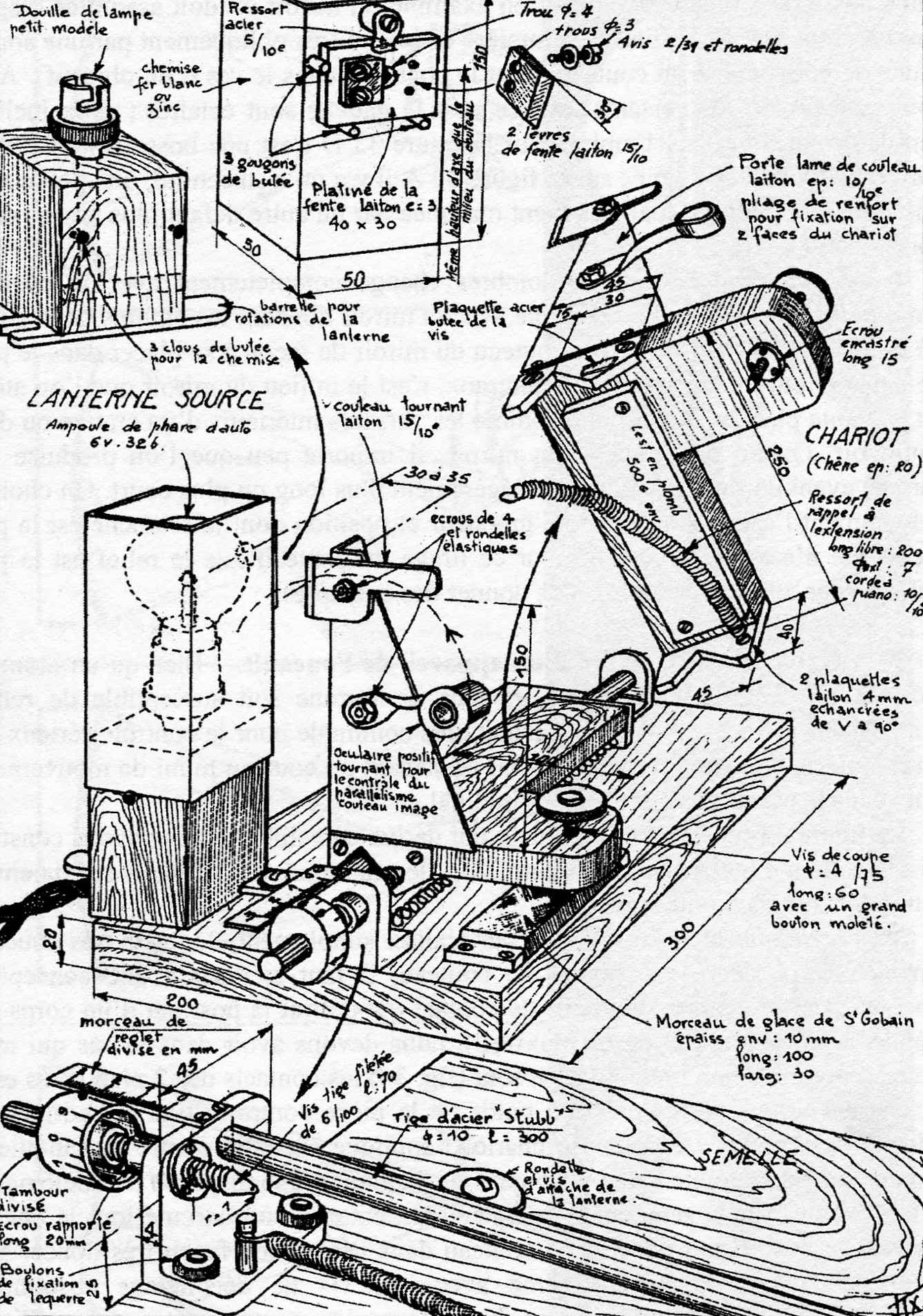
Image 34
De même que pour le miroir primaire, , il faut essayer d'obtenir immédiatement la meilleure forme possible. . Et’ bien n'hésite pas à faire des répétitions compte tenu de l'importance de ce résultat. . Travailler de préférence dans une pièce où la température est de 20 a 24 ° C .
Utilisez un outil avec un bonne poix pure, plutôt un peu dure pour un petit verre (l'ongle du pouce devrait légèrement marquer la poix sous une forte pression), mais surtout utilisez un poix non pas sechèe par un chauffage trop brusque car il aurait perdu son élasticité garantis par les solvants volatils perdus.
Travailler avec des courses 1/3 D pour des petites sechèes, mais longuement poussé pendant le temps. . Utilisez une vitesse de rotation lente du tour, , Et’ l'arrière-et-vient la main pratiquée de mouvement pour réussir.
après 3 ou 4 sécher le poix doit avoir une surface uniformément incrustée d'abrasif (par exemple l'oxyde de Cérium), et émettre son odeur de conifères caractéristique beaucoup plus que ce qu'il émet a froid.
Il faut être vigilant pour renouveler les canaux de tangage obstrués (voir precedente image 88 A) de sorte que l'outil conserve une bonne adhérence..
Le travail est fixé par la quantité d'abrasif (oxyde de fer rouge ou blanc de Zirconium ou Cerium) avec eau, ainsì comm'est determinante le pourcentage des deux composants que nous mettrons dans chaque séchage. En effet, il faut une expérience sérieuse pour divertir les seccades efficaces et un outil impeccable.
Les débutants mettent souvent trop d'abrasif à la fois ou trop d'eau; ; Au cours du travail, , un unique coup de pinceau d'abrasif sur le verre doit être suffisant pour compléter un séchage.
Croyant appliquer ces recommandations à la lettre,, beaucoup sont surpris par des défauts zonaux qui paraissent irréductibles et qui sont générés régulièrement, , dont la faute peut être un régime thermique insuffisant (donné par le poix trop dur ou un travailler trop breve ou desséché insuffisantes) que souvent les résultats dans un domaine avec bord rabattus et centre relevè (voir precedente image 33 ré).
Le remodelage du centre de secours est pas difficile, et il est fait avec miroir ci-dessous et au-dessus et la course outil centré. En ce qui concerne le bord rabattus, dont nous ne recommandons pas la retouche sur un petit verre, Il peut également négliger si l'excès du diamètre de la jauge sera suffisante, sinon vous devriez essayer d'améliorer leur technique.
Une fois les monstres de test de Foucault que le calibre est bien sphérique dans la partie utile (voir precedente image 33 C ), Nous devons juste compléter la représentation du miroir convexe. La figure d’interférence observée entre calibre sphériques et miroir actuel révèlent généralement un jeu de différence de courbure et distorsion parfois utilisée directement pour démarrer l’hyperbole. Mais la méthode la plus sûre normale est de corriger la courbe coubure pour porter le miroir sphérique a obtenir les franges rectilignes de l'image précédente 82 ré.
Il ne reste plus qu'à réaliser l'hyperbole, C’est très peu chose par rapport à l’emploi précédent.
Lorsque la déformation ne dépasse pas 0, l jusqu' a 0,2 frange peut être suffisant un retouche effectués avec le pouce ou avec l'index (§ 43). Mais généralement c’est mieux degarnir l’outil normal sous la forme d’une couronne de rayon moyen 0,7 (fig 88B); puis employé avec des courses un peu court de ¼ à 1 / 3D.
outre la verification de la différence de hauteur maximale ε sur la zone 0,7 (précédent figure 82D), Il faut vérifier que la courbure présente la démarche souhaitée.
Ceux qui ne sont pas très familiers avec cette déformation peuvent découper dans un masque en papier la courbure de la frange centrale pour une inter-frange donnée calculée comme suit::

la figure 88 fournit quelques exemples d'hyperboloïdes et de leurs retouches.
Dans image 88 C le bord en relief est insuffisant, un outil local agissant sur les zones a deprimer peut compléter l'action de l'outil a couronne. Parfois, c'est le soulagement central qui ne vient pas avec le profil exact (figue 88 ré), on peut tenter un retouche locale, mais il est souvent conseillé de reprendre la forme après un retour à la sphere.
Certains operateurs, , quoi qu'ils fassent,, ne peuvent pas éviter le bord rabattus. . Lorsque ce défaut n'est pas entièrement caché par le cadre de la monture,, il est possible de réaliser le miroir secondaire avec un diamètre surdimensionné (voir fig 88 Et) et de l'utiliser uniquement sur le diamètre utile en masquant ou en supprimant la zone ombrée de la fig.88 E.
***