Abbiamo visto in un precedente articolo il funzionamento generale della tecnica delle corse con sub-diametro. In quella sede abbiamo esaminato l’aspetto relativo alla lavorazione individuando le zone o i settori circolari in cui l’asportazione del materiale avviene più o meno efficacemente.
Cerchiamo ora di entrare in modo più approfondito sugli effetti che questa lavorazione produce sulla curvatura della conica che si sta generando nel momento in cui utilizziamo il sub-diametro per apportare delle correzioni in determinate zone.
Quello che infatti interessa al grattavetro è sapere preventivamente come un settore dello specchio modificherà la sua curvatura in funzione di una determinata tecnica.
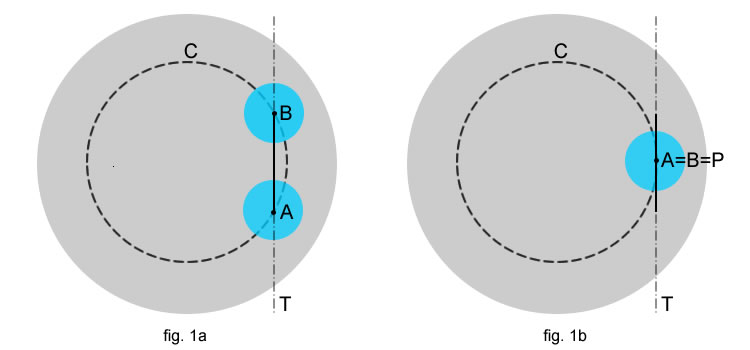
Per fare questo fissiamo innanzitutto i “gradi di libertà” della lavorazione ( fig 1a ), riassumiamo cioè in quanti modi e secondo quali direzioni ed estensioni il sub-utensile può essere movimentato sullo specchio.
- movimento circolare (C) relativo ad un diametro generato dalla rotazione dell’operatore ( o del piatto rotante )
- movimento di va e vieni secondo una retta secante T alla circonferenza C
- estensione della corsa lungo il segmento A-B della retta T
- pressione localizzata in un determinato punto P dell’utensile.
- rotazione costante dell’utensile
Come avremo modo di vedere tutti i punti evidenziati influiscono sul risultato finale, in altre parole, la variazione della curvatura sulla superficie in lavorazione è determinata dalla combinazione di questi elementi.
APPROCCIO SEMPLIFICATO
Per comodità di comprensione esaminiamo dapprima un caso particolare che ci aiuterà in seguito ad estendere i risultati ottenuti in forma generale.
Con riferimento alla figura 1b supponiamo di ridurre al minimo lo spostamento di andirivieni A-B fino quasi a far coincidere i due punti A e B, cosa peraltro realizzabile muovendo di sola rotazione l’utensile sopra lo specchio su di un piano rotante, inoltre consideriamo la pressione sempre localizzata al centro.
Questa semplificazione in cui la retta T diventa tangente alla circonferenza C ed A=B, ci riconduce al caso esaminato sugli aspetti generali riguardo lo scavo con sub-diametro e ci permette di fare alcune importanti valutazioni partendo da un aspetto già esaminato:
verrà generata una corona circolare con una depressione al centro in cui l’asportazione di materiale sarà massima lungo la circonferenza passante per il centro dell’utensile.
Generando quindi una depressione lungo la circonferenza e per una ovvia considerazione sulla continuità della figura generata, avremo che:
- la zona esterna a questa circonferenza aumenterà la sua curvatura, mentre quella interna la diminuirà di conseguenza
- La circonferenza C passante per il centro dell’utensile manterrà inalterata la sua curvatura .
- l’estensione complessiva della zone corrette è pari all’estensione del sub-diametro ( in questo caso che A,B=0 )
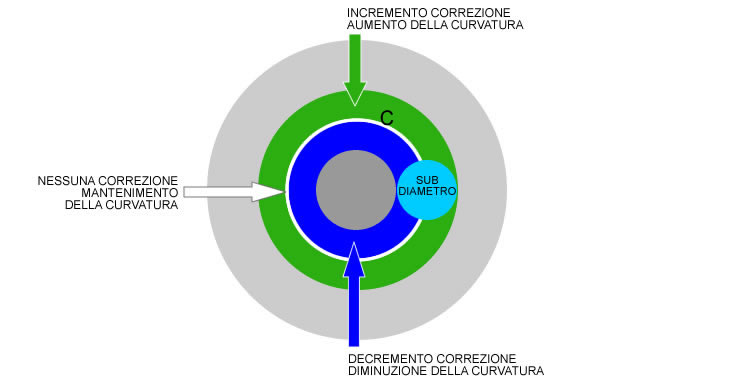
Fig. 2 – variazioni della curvatura con corse non estese.
L’aumento della curvatura in una zona indica che la correzione apportata al raggio di curvatura tenderà a diminuirne il valore, in pratica in questa zona il fuoco giungerà “un po’ prima” rispetto al fuoco di partenza, analogamente nella zona opposta la diminuzione della curvatura tenderà ad allungare il fuoco, sempre rispetto ai valori prima della correzione.
Il mantenimento della curvatura nella circonferenza passante per il centro dell’utensile, non significa che il fuoco rimane inalterato, ma solo che la figura manterrà l’andamento di partenza, se ad esempio si trattava di una zona sferica, essa rimarrà sferica , analogamente se era già presente una tendenza crescente della curvatura, la ritroveremo pressoché inalterata dopo la sessione di lavoro.
Quindi, nei casi in cui la corsa di va e vieni del sub-diametro assume valori molto piccoli ( 1/8 o anche meno sub-d, in avanti e analogamente all’indietro) possiamo sicuramente ricondurre la nostra lavorazione a questo caso limite e prendere la circonferenza passante per il centro del sub-utensile come riferimento.
ASPETTO GENERALE DELLE CORREZIONI CON SUB-DIAMETRO
Se introduciamo l’estensione del movimento ampio di “va e vieni”, avremo che il centro dell’utensile intercetta la circonferenza C in due punti A e B, mentre chiameremo M il punto mediano di AB .
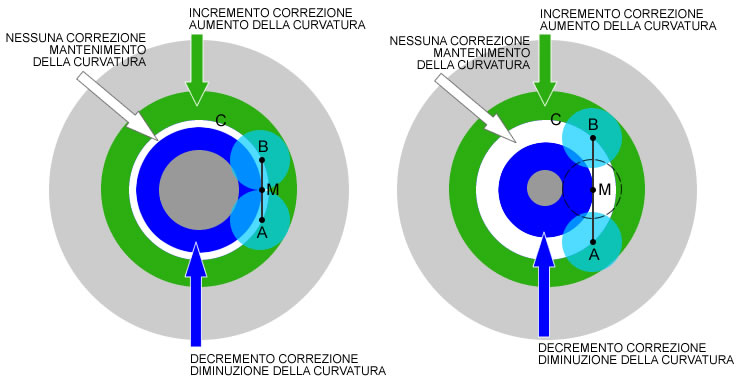
Fig. 3 – Variazioni della curvatura con applicazione di corse estese.
Estendendo il ragionamento fatto per i punti A e B coincidenti, risulterà che il centro dell’utensile, zona in cui lo scavo ha la maggiore efficacia, non si muoverà lungo una circonferenza ma lungo un settore circolare , nel quale la circonferenza limite esterna è individuata dalla rotazione del più esterno tra i punti A e B ( se sono simmetrici le circonferenze coincidono ) , mentre la circonferenza interna è determinata dalla rotazione del punto M.
La conseguenza di questa variazione è l’area più estesa del settore nel quale la lavorazione mantiene la curvatura originale, mentre le zone a sovra e sotto correzione subiscono un offset ed una diminuzione di area in ragione di questa estensione, infatti le diverse posizioni dei punti A e B si riferiscono alla stessa circonferenza di partenza C del caso di punti coincidenti.
Il mantenimento della curvatura è comunque un effetto “temporaneo”, valido nel caso di sessioni ragionevolmente brevi, con l’aumentare del tempo di lavorazione sullo stesso settore la tendenza è quella di “livellare” la zona intermedia.
Vedremo in altri approfondimenti quando è più conveniente utilizzare corse brevi o lunghe, per ora possiamo dire che più allontaniamo dalla tangente della circonferenza di riferimento, o in altre parole, più allunghiamo le corse spostandoci verso il centro, più tendiamo a generare un settore sferico tra le zone sottoposte a correzione.
CASI PARTICOLARI
In generale la lavorazione più efficace è quella che agisce “di lato” alla circonferenza di riferimento, ciò non toglie che possono essere effettuate anche corse centrali o addirittura centro su centro.
In questi casi il tipo di lavorazione unita con la rotazione costante porta a rendere “stabile” la zona intermedia tra le zone a correzione rendendola sferica. Nel caso di un “puro” centro su centro con suB-diametro verrà a mancare la zona a sotto-correzione la quale sarà completamente assorbita dal passaggio del centro utensile.
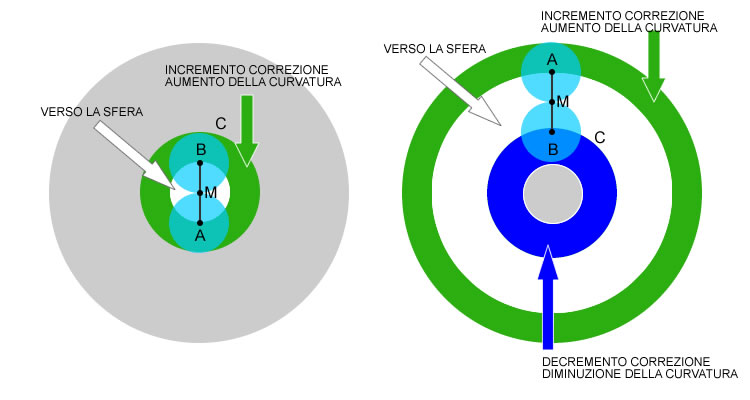
Fig. 4 – Esempi di corse centrali.
UN ESEMPIO PRATICO
In questo esempio tratto dalla lavorazione del primario Cassegrain, consideriamo questa figura risultante dal Ronchi test, dopo l’azione del sub-diametro nella zona a ridosso del bordo-foro.
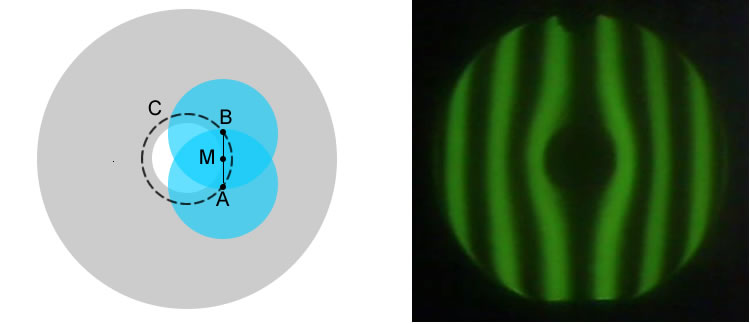
Fig. 5 – tecnica di approfondimento del centro su specchio forato.
Questa lavorazione è stata eseguita con M tangente al foro, proprio per creare la profondità centrale senza una zona a curvatura decrescente, cioè un bordo rialzato sul foro, visto anche che non è possibile passare completamente sopra il foro con l’utensile, per poter effettuare una corsa il centro deve sempre appoggiare sulla superficie.
Il “buco” centrale doveva poi essere raccordato con le zone esterne per continuare a costruire l’andamento parabolico.
La tecnica adottata è stata quella di spostarsi lungo una circonferenza più esterna ed individuare i punti estremi delle corse sullo “spigolo” del cambio repentino di curvatura, per “allargare” le bande esterne ( aumento della curvatura – freccia verde, fig 6) e “stringere” quelle interne ( diminuzione della curvatura – freccia blu, fig. 6 ) alla circonferenza di riferimento:
Questa la sequenza delle immagini prima e dopo una sessione di 30 minuti con un sub-diametro da 120 mm.
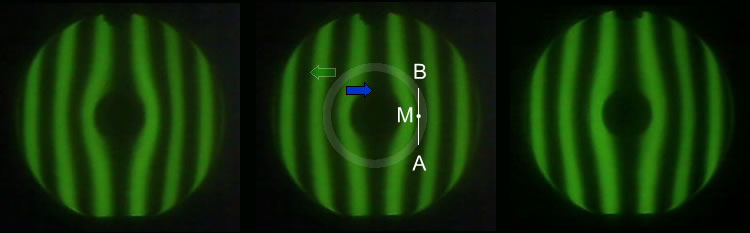
Fig. 6 – da sinistra: figura di partenza, tecnica applicata, figura risultante.
Come si può vedere, il buco centrale si è “spalmato” in una zona più ampia. Continuando l’azione spostandosi a step verso l’esterno per individuare con le stesse modalità le zone circolari sulle quali applicare la correzione, è possibile raccordare tutta la superficie per giungere alla figura desiderata.
CONCLUSIONI
due importanti considerazioni le quali costituiscono i presupposti fondamentali per l’utilizzo del sub-diametro:
- E’ sempre possibile aumentare o diminuire la curvatura di una singola zona .
- Il sub-diametro ci permette di intervenire sia in modo grossolano che con precisione chirurgica sulla superficie e di modificarne l’andamento in funzione della grandezza dell’utensile della pressione applicata e del tempo di lavorazione.
vedremo in articoli successivi come sia possibile partendo da questi fondamentali , arrivare a costruire qualunque tipologia di superficie conica si desideri realizzare per il nostro specchio.
BARTolomei Mirco
massimar
Giulio Tiberini
massimar
BARTolomei Mirco
massimar
giocasi
Giulio Tiberini
giocasi
Massimo Marconi
giocasi
Massimo Marconi
giocasi