Come abbiamo visto in questo articolo, uno specchio secondario convesso non può essere in generale testato direttamente (*) . Uno dei metodi utilizzati è quello di fare riferimento ad uno specchio concavo che abbia la medesima forma della superficie che vogliamo ottenere sullo specchio convesso.
Sovrapponendo i due specchi, l’analisi delle frange di interferenza mediante un interferometro di Newton, evidenzierà le differenze tra le due superfici in esame, quella appunto del calibro e dello specchio convesso.
Sappiamo come valutare se lo spazio tra le due superfici sia a sua volta concavo o convesso, in altre parole se i punti di contatto tra i due vetri siano al centro o al bordo e sappiamo anche come quantificare la differenza tra le due superfici in funzione del numero degli anelli di Newton.
Vediamo ora di analizzare nel dettaglio tutte le altre indicazioni che possiamo dedurre dall’analisi delle frange di interferenza e di costruire un metodo efficace per la correzione della superficie fino ad arrivare alla forma desiderata.
Per fare questo dobbiamo avere a disposizione il nostro interferometro di Newton ed esaminare i due vetri , con la premessa che in questo articolo analizzeremo le frange di interferenza osservandole dal lato opposto al “tilt”, vale a dire che lo spessore maggiore dei distanziali interposti tra i due vetri si troverà nel bordo più vicino all’osservatore. (1)
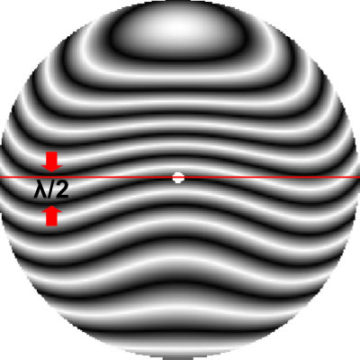
Fig. 1 – Frange di interferenza
Questa immagine simulata, rappresenta due superfici molto prossime tra loro, ma che hanno ancora una differenza di circa mezza lunghezza d’onda .
Ricordiamo che la distanza tra due successive frange è di lambda/2 e si può valutare l’errore massimo della superficie in esame tracciando un diametro e contando semplicemente le frange ( scure ) che intersecano il diametro.
LETTURA DELLA SINGOLA FRANGIA DIAMETRALE
La frangia meridiana passante per il centro è quella che ci interessa maggiormente, perciò “isoliamola” da tutto il resto ed esaminiamola indipendentemente dalle altre.
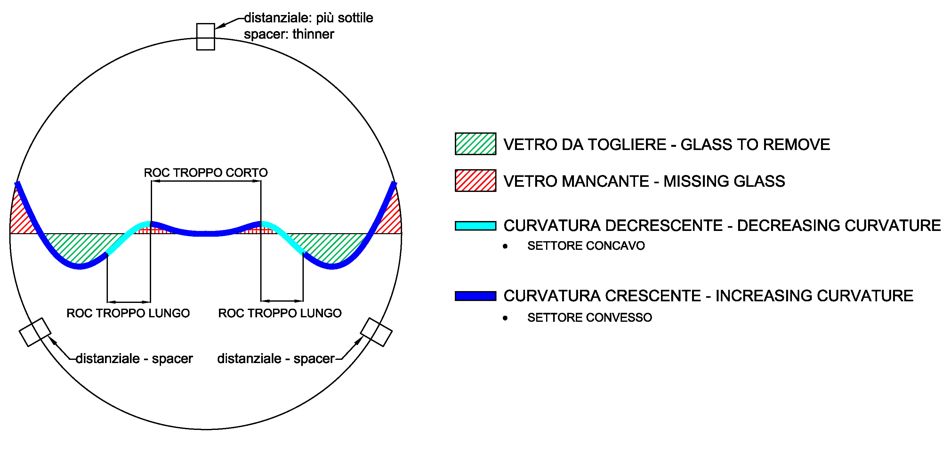
Fig. 1 – Analisi della singola frangia di interferenza
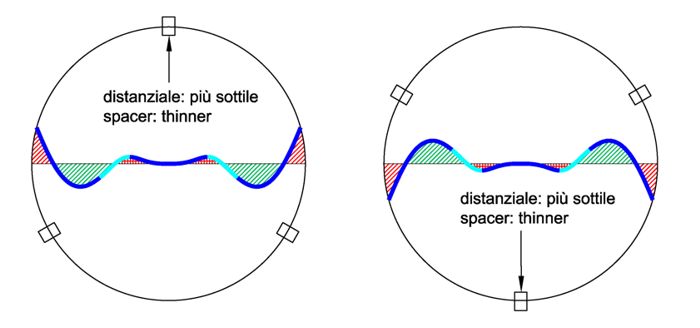
Cerchiamo ora di definire meglio il significato di questo schema, tenendo ben presente che l’andamento delle frange è in funzione del posizionamento del distanziale più sottile (1)
FRANGIA MERIDIANA PASSANTE PER IL CENTRO
abbiamo arbitrariamente scelto questa frangia, perciò tutte le indicazioni che seguono si riferiscono al centro dello specchio, ma nulla vieta di scegliere un’altra frangia, l’importante è che abbia punti di contatto con il diametro, se scegliamo una frangia che interseca il diametro solamente al bordo, allora tutte le nostre considerazioni saranno equivalenti ma riferite al bordo dello specchio.
I motivi per cui è preferibile utilizzare la frangia passante per il centro sono:
- In un sistema a due specchi l’intero progetto ottico si basa su i raggi di curvatura del centro, sia del primario che del secondario, quindi tenere d’occhio la parte centrale ( che è quella più prossima alla sfera di origine ) senza modificarla eccessivamente, lavorando la restante parte dello specchio, serve a rimanere entro i limiti di tolleranza propri dello schema, una modifica eccessiva del ROC centrale del secondario altera sensibilmente i parametri di progetto, con il rischio di ritrovarsi un secondario non ottimizzato per lo schema di progetto.
- Il centro del convesso è una zona molto delicata, lavorandolo si “appiattisce” facilmente, è l’equivalente del bordo nel concavo, un piccolo errore sulla parte centrale e saremo costretti a togliere vetro dal tutto il resto della superficie per correggerlo.
Tuttavia ci sono dei casi in cui è impossibile fare riferimento alla frangia passante per il centro. Ad esempio nel momento in cui tutto lo specchio è convesso rispetto al calibro. In questa situazione ( come vedremo ) saremo costretti a riferirci alla frangia per il bordo e togliere vetro dalla parte centrale.
VETRO MANCANTE
Dividiamo idealmente lo specchio in due settori, quello oltre il diametro (rispetto al nostro punto di osservazione ) e quello precedente. Nella parte a “nord”, avremo tutto il “vetro mancante”, quello cioè che, rispetto al calibro, sarebbe da aggiungere per uniformarsi alla superficie campione:
Un bordo ribattuto o una “buca” (rispetto alla superficie campione del calibro ) verranno sempre a trovarsi in questa zona. In altre parole, la superficie del convesso in queste zone è “più bassa” rispetto al calibro.
VETRO DA TOGLIERE
Analogamente, tutta la zona “Sud” rispetto al diametro, rappresenta la parte di vetro da togliere per uniformarsi alla superficie campione. Un bordo rialzato o una “collinetta” saranno sempre confinati in questo settore, e la traiettoria della frangia sara inequivocabilmente confinata in questo settore.
le cose in realtà possono diventare più complicate, nel momento in cui ad esempio un bordo rialzato o una collinetta vengono a trovarsi in una parte della superficie che è, nel suo insieme, più bassa rispetto al calibro, quindi avremo contemporaneamente che dovremo togliere ed aggiungere vetro alla superficie, il che è evidentemente impossibile, dovremo sempre perciò riferirci alla parte più estesa della zona che necessita di correzioni e lasciare i piccoli difetti locali agli ultimi ritocchi.
CURVATURA CRESCENTE E DECRESCENTE.
Nello schema possiamo vedere come le zone a “sud” siano raggiungibili dalla frangia solamente se diminuisce la sua curvatura o, se preferite, se lo specchio in quella zona si “appiattisce”. Analogamente, per accedere alla zona nord, la frangia dovrà per forza di cose aumentare la sua curvatura e quindi diventare più “bombato”.
In uno specchio convesso, togliendo piccole quantità di vetro da una determinata zona, non facciamo altro che aumentare la curvatura delle zone adiacenti interne e diminuire quella delle adiacenti esterne, lasciando pressoché inalterata la curvatura nella parte intermedia del settore lavorato.
RAGGI DI CURVATURA
Strettamente connessi con le deduzioni precedenti sono i raggi di curvatura delle varie zone, che saranno più piccoli o più grandi rispetto al calibro a seconda se si trovano nel settore nord o sud e la tendenza all’aumento o alla diminuzione del raggio sarà determinata dall’andamento della curvatura nel punto corrispondente.
METODI DI CORREZIONE
Questi risultati cisuggeriscono come sia possibile intervenire sul secondario convesso per costruire la figura finale:
Tutta la lavorazione del secondario, si riduce a raggiungere in modo anche “grossolano” una differenza di poche frange con il calibro , per poi intervenire con gli ultimi ritocchi con estrema precisione. A quel punto si esamina la frangia centrale e si lavorano le zone più “alte, quelle cioè che si trovano a “sud” del diametro di riferimento, cercando di non toccare le zone che invece sono già basse rispetto al calibro.
In teoria di volta in volta dovremmo costruire ed utilizzare un utensile la cui estensione sia pari alla zona da lavorare. Nella pratica si ricorre ad altri metodi:
- un apposito set di utensili a corona circolare che lavorino esclusivamente alcune zone prestabilite ( centrale, mediana e periferica
- un solo utensile a sub diametro di piccole dimensioni che può efficacemente sostituire tutti gli altri utensili a corona.
la prima soluzione, più veloce nella lavorazione, più semplice nelle tecniche ma meno precisa, è maggiormente indicata per le prime fasi, durante la parabolizzazione a partire dalla sfera fino al raggiungimento di sole quattro o cinque anelli ( di Newton ) di differenza tra le due superfici. La seconda soluzione è più lenta e più difficoltosa ma ci permetterà di intervenire con maggior precisione durante i piccoli ritocchi.
Vedremo in un prossimo articolo dedicato interamente alla costruzione dell’iperbole del secondario ( con lavorazione manuale ) come utilizzare queste tecniche, per ora soffermiamoci su di un caso particolare, quello della nostra frangia campione e vediamo come sia possibile uniformare lo specchio convesso al calibro, vale a dire come facciamo a rendere “dritta” la frangia senza tuttavia entrare nel merito delle tecniche e della loro esecuzione.
ESEMPI DI CORREZIONE DELLA SUPERFICIE CON SET DI UTENSILI
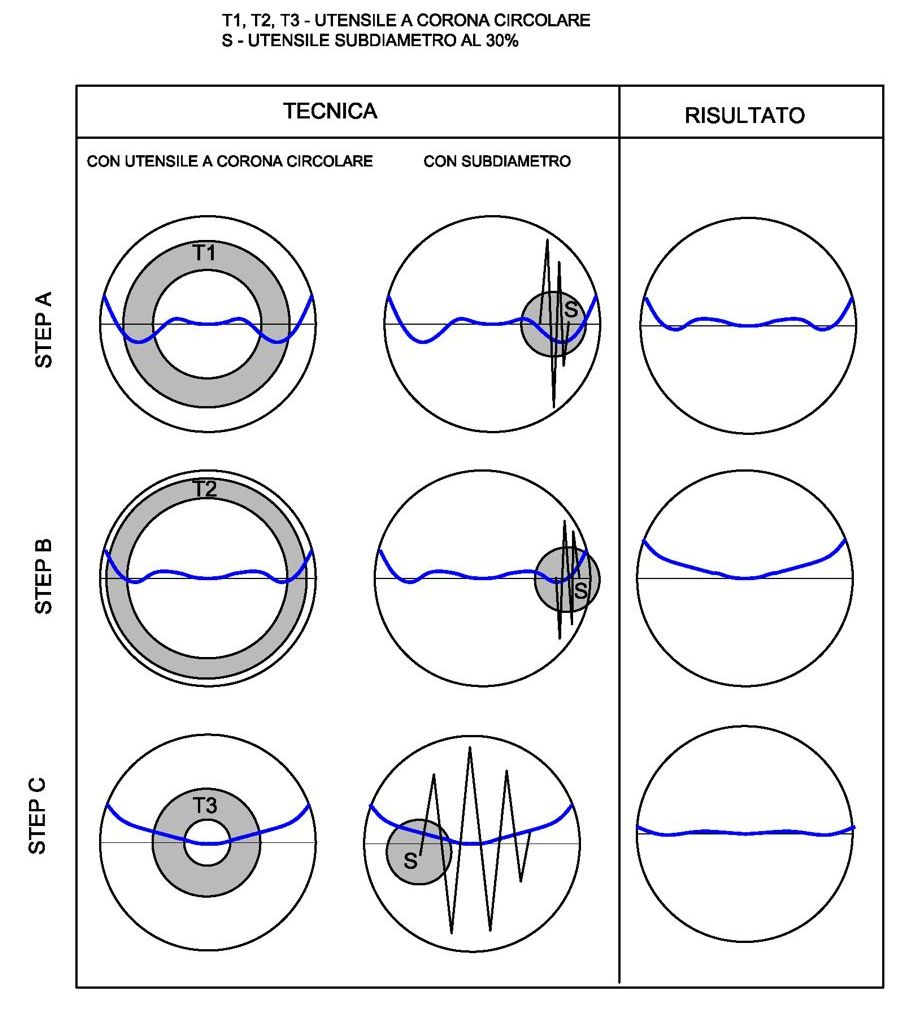
Fig. 3 – tecniche di correzione per uno specchio convesso
STEP A
Supponiamo di avere tutti gli utensili necessari , iniziamo a lavorare la zona che presenta la deformazione più ampia nella zona “vetro da togliere”, quindi in questo caso, la zona tra il 50% ed il 60% ( circa ) del diametro.
possiamo farlo con un utensile a corona circolare, oppure con il sub-diametro, il risultato sarà equivalente se le tecniche saranno eseguite correttamente ( come vedremo, le due tipologie di utensile vanno utilizzate in modo diverso ).
Dopo alcune sessioni vedremo la parte centrale della frangia spostarsi verso la zona Nord. la difficoltà risiede nel fatto che in generale asporteremo quasi la stessa quantità di vetro in tutta la zona trattata, perciò renderemo più “bassi” tutti i punti all’interno della zona in lavorazione.
Il risultato dovrebbe presumibilmente essere simile a quello in figura.
STEP B
a questo punto non è conveniente insistere con la stessa zona, in quanto il settore centrale si approfondirebbe troppo rispetto al bordo , conviene spostarsi all’esterno e lavorare la periferia , abbassandola ed uniformandola con la parte centrale.
STEP C
Ora ci troviamo nella condizione che abbiamo accennato prima, in cui tutto lo specchio è convesso rispetto al calibro e la frangia passante per il centro si trova tutta nella zona “vetro mancante”. Prenderemo a questo punto come riferimento la frangia che interseca il diametro al bordo, che sarà pressoché simile a questa centrale ma traslata rispetto ad essa nella zona “vetro da togliere” e, in accordo con le nostre considerazioni precedenti, lavoreremo la parte centrale e mediana cercando di non abbassare il nostro attuale riferimento, ossia il bordo.
Il risultato finale non dovrebbe essere molto diverso da quello in figura. A quel punto potremo ripetere la sequenza delle lavorazioni , partendo dalla (nuova) deformazione che ci sembra essere la più ampia, per avvicinarci quanto più possibile alla teorica frangia rettilinea (**).