Per “partire col piede giusto” – visto che chi legge potrebbe non conoscere il motivo per cui in alcuni tipi di telescopio occorre realizzare uno specchio secondario di tipo convesso, facciamo una “panoramica” sulla evoluzione dei telescopi che ha portato all’uso di questo tipo di specchio.

I telescopi rifrattori furono i primi a comparire dal 1609 (Galileo), seguiti nel 1680 dal telescopio riflettore di Newton.
Ma il rifrattore rimaneva, e rimane tutt’ora, un tipo di telescopio di limitata apertura, penalizzante l’ingrandimento utile e quindi la definizione di estremi particolari, altrimenti molto meglio visibili con i telescopi di tipo riflettore, il cui obiettivo è uno specchio per lo più parabolico, semplice e facile da realizzare anche in grandi diametri, che richiede un piccolo specchio piano per la deflessione laterale della visione astronomica verso l’oculare.
L’aumento del diametro degli specchi primari, e con esso quello della loro lunghezza focale determinava tubi ottici molto lunghi.
Negli anni della scoperta di Newton comparve il progetto di due telescopi in configurazioni alternative, il Gregory e il Cassegrain, caratterizzate da tubo più corto di quello del Newton, grazie al montaggio di uno specchio secondario non più piano, ma in grado riflettere “più distante” il cono di luce ricevuta, rinviandolo oltre lo specchio primario, attraverso il foro che si rende quindi necessario praticare al centro di quest’ultimo, dove si trova l’oculare.
La famiglia di questi telescopi si allargò col tempo, e ciascun nuovo membro prese il nome della sua configurazione dai tecnici che la progettarono, alcuni dei quali (ad esclusione delle varianti catadiottriche) sono i seguenti:
- Gregory (James Gregory 1663): primario parabolico – secondario concavo ellittico (aberrazione sferica corretta e coma debole). Poco usato. Il suo tubo, pur essendo più corto di quello di un Newton, è più lungo delle altre versioni quì di seguito indicate, ma è l’unico ad offrire il vantaggio di una visione raddrizzata, buona per l’uso terrestre,
- Cassegrain (Laurent Cassegrain 1672): Primario parabolico – secondario convesso iperbolico (ab.sferica corretta e coma debole)
- Ritchey-Chretien (1922): Primario iperbolico – secondario convesso iperbolico (ab.sferica corretta e coma nullo)
- Dall-Kirkham (1951): Primario ellittico – secondario convesso sferico (ab.sferica corretta e coma forte)
- Pressman-Camichel (1954): Primario sferico – secondario convesso ellittico (ab.sferica corretta e coma enorme).
La odierna disponibilità di mezzi e materiali enormemente più vasta rispetto a quella del passato, rende possibile la fabbricazione manuale / artigianale di questo genere di telescopi più impegnativi del Newtoniano, anche da parte di un pubblico di pochi smaliziati e intraprendenti appassionati.
La maggiore difficoltà per questi appassionati rimane purtroppo l’impossibile reperimento in lingua italiana di testi guida che spieghino come si fa a realizzare gli specchi per questi telescopi.
La letteratura più diffusa in questa materia è purtropo in lingua inglese o francese, e l’oggetto più comune riguarda le spiegazioni per la realizzazione di uno specchio sferico concavo / convesso, partendo dallo sfregamento con interposto abrasivo umido, di due dischi di vetro, dei quali uno con la lavorazione diverrà concavo e l’altro conseguentemente presenterà la stessa curvatura ma convessa.
La forma sferica (vedi la sua sezione come il cerchio punteggiato nero in figura seguente) è quella più facilmente realizzabile con ottima precisione, dalla quale è tecnicamente più conveniente realizzare in sequenza ciascuna delle altre figure coniche via via più svasate o deformate della sfera, che sono: La forma ellittica prolata (la sua sezione è in colore azzurro) ; la parabolica (in verde) ; e la iperbolica (in rosso).
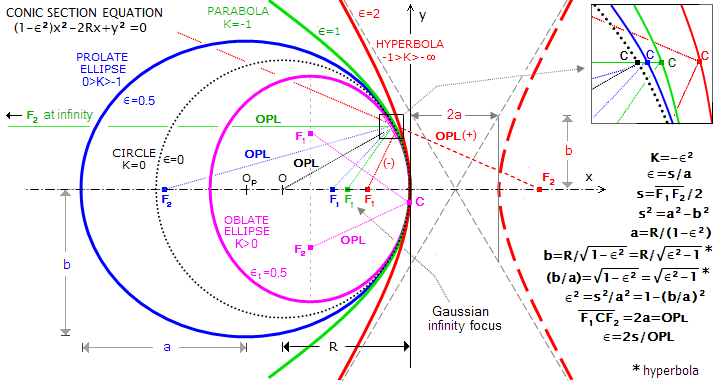
Fig. 1 – Sezioni coniche
Visto che in lingua italiana non è disponibile un valido metodo di realizzazione per uno specchio convesso di sezione ellittica, traduco quì di seguito un capitolo del libro in lingua francese titolato “Realisez votre telescope” di Karine et Jean Marc Lecleire.
(NOTA: Per i lettori di lingua diversa dalla italiana, è consigliata la lattura diretta del capitolo nel libro indicato, al fine di evitare gli errori generati da quella che risultarebbe una terribile doppia traduzione fatta da softwares automatici).
Il capitolo spiega la realizzazione di uno specchio secondario convesso per un telescopio Cassegrain F12. Ma indipendentemente dal tipo di telescopio destinatario dello specchio descritto, si tratta comunque di una guida pratica che permette di comprendere la relazione fra i dati di progetto e la realizzazione pratica manuale, che in tal modo risulta opportunamente trasferibile alla costruzione di altre tipologie di specchi secondari di forma convessa.
————————————-
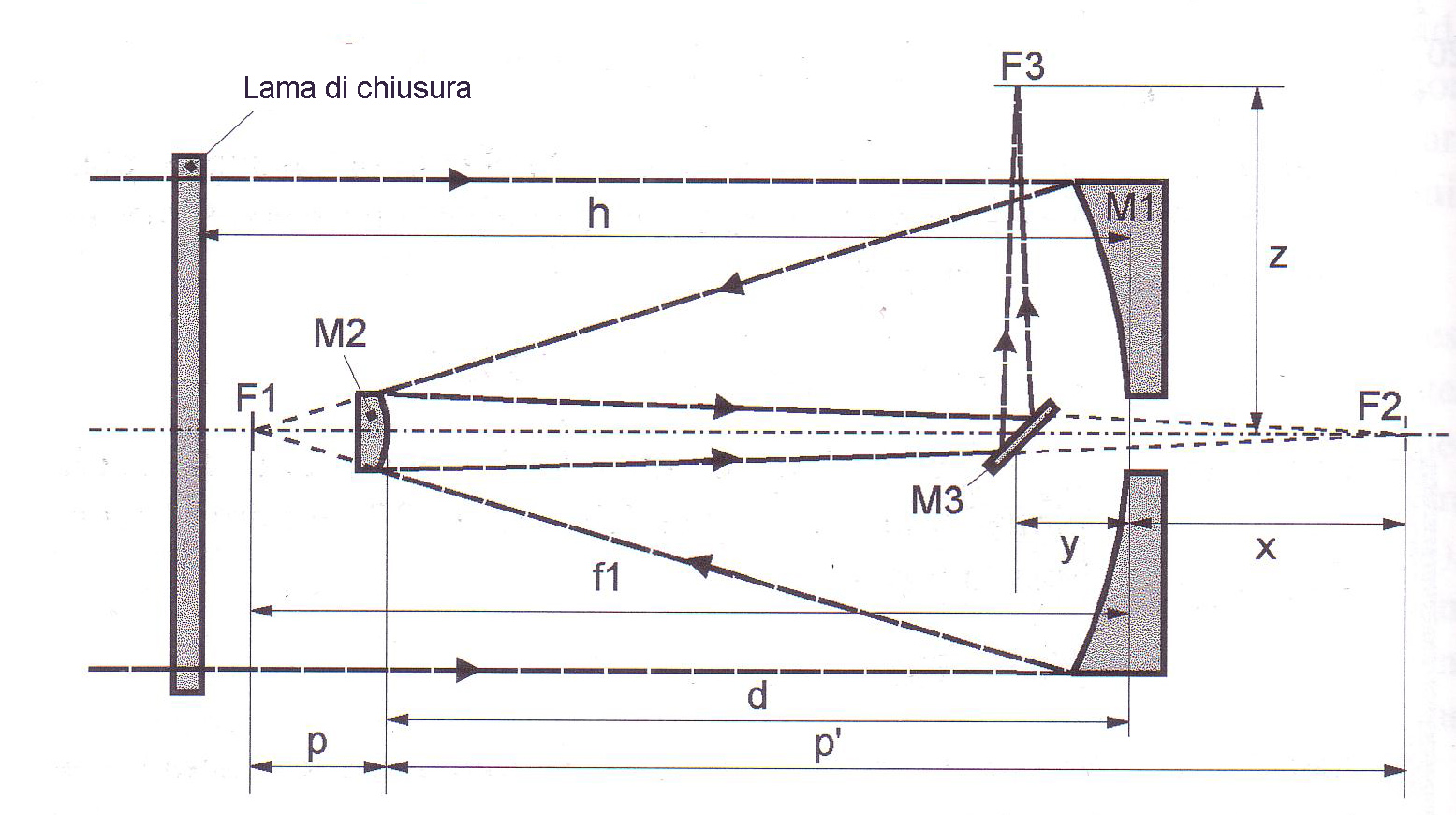
Fig. 1 (p.196- Il telescopio descritto a cui fabbricare il secondario, ha primario M1 Ø305, 305mm Ø esterno, e 300 di diametro ottico, con ROC =1800mm; Focale F1 =900mm; freccia 6,25mm; specchio forato Ø45mm
(p.225-228)
Lo specchio secondario è il pezzo più delicato per realizzare in un telescopio Cassegrain. La convessità non è direttamente controllabile col metodo di Foucault come per lo specchio primario. Viene invece utilizzato un metodo interferometrico (come per i secondari piani, con frange di diffrazione della luce di una lampada al sodio) per confrontare lo specchio convesso di un calibro avente lo stesso raggio di quello concavo.
PROCEDURA DI FABBRICAZIONE
Il lavoro dello specchio secondario si svolge secondo le seguenti fasi:
- Sbozzare, rodare affinare e lucidare lo specchio convesso come uno specchio concavo. Il convesso diventa specchio e il disco concavo diventa calibro. Nel caso di questo telescopio, la freccia del diametro specchio è 1,78 millimetri a 95 millimetri dal bordo.
- Dopo aver lucidato il fondello di ogni vetro, lucidare i due dischi a rotazione per dare loro la stessa curvatura.
- Realizzare la forma sferica dello specchio concavo (calibro). Al calibro concavo, nel caso di controllo di uno specchio molto deformato (per esempio il secondario di questo T300), bisognerà dare forma iperbolica complementare alla convessa per poter controllare quest’ultima in condizioni ottimali (vedi capoverso finale dal titolo “Quando il più grande divario Epsilon supera le 2 frange “).
- Dare dapprima una forma sferica e poi iperbolica allo specchio convesso e controllarlo per frange di interferenza colorate, con l’aiuto del calibro concavo.
DALLA SBOZZATURA ALL’AFFINAMENTO
I metodi di lavoro sono quelli utilizzati per uno specchio parabolico normale.
I punti importanti da sottolineare sono:
- Si consiglia di prendere un disco utensile (che diverrà concavo) di diametro maggiore (4 o 5 mm) rispetto allo specchio (che sarà convesso) per evitare di essere disturbati da un possibile difetto di bordo concavo durante la lucidatura dei pezzi.
- Fare attenzione per evitare le schegge che possono formarsi sul bordo dei pezzi convessi in fase di sbozzatura. Realizzare per questo uno smusso largo 4 a 5 mm, che dovrà essere mantenuto durante tutto il lavoro. Evitare inoltre di realizzare corse troppo lunghe appoggiando sull’utensile concavo.
- Alla fine della sbozzatura, la freccia deve essere rispettata con una precisione migliore del centesimo di millimetro. La lunghezza focale e i valori di p e p’ (vedi figura 1) sono molto sensibili alle variazioni del raggio di curvatura dello specchio secondario, misurato utilizzando uno sferometro ad anello (vedi disegno più avanti).
- Quando si raggiunge il valore della freccia, si deve proseguire a seccate alternate con specchio sopra e specchio sotto, per conservare la curvatura delle facce fino alla fine della affinatura. In questa fase, le superfici in rodaggio si toccano bene su tutta la superficie e non si osservano bolle d’aria all’interno dei due dischi di vetro.
SFEROMETRO AD ANELLO
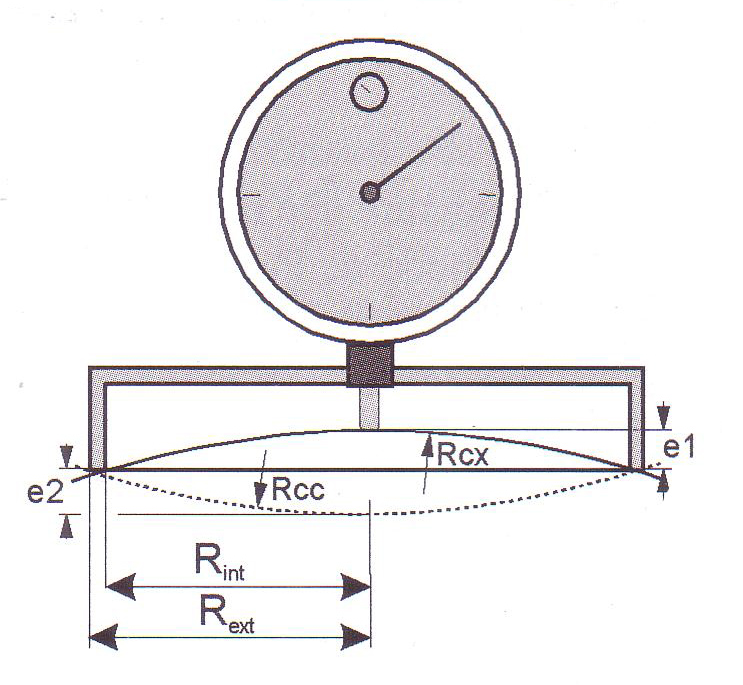
Fig.2 – Sferometro ad anello impiegato per controllare il raggio di curvatura degli specchi di piccolo diametro
Il raggio di curvatura di un disco convesso Rcx è calcolato nel modo seguente:
Per uno specchio concavo è calcolato Rcc:
Se sostituiamo l’anello con tre biglie diametro b collocate ad una distanza D dal sensore, il raggio di curvatura R è:

(dove sarà + b per la convessa, e – b per la concava)
LA LAVORAZIONE DELLA PARTE POSTERIORE DEI PEZZI
Per poter effettuare il controllo con le frange di interferenza, è necessario che il retro di ogni pezzo sia reso trasparente: Affinare sommariamente il retro sia dello specchio che dell’utensile quindi lucidarlo individualmente strofinando la parte posteriore di ogni pezzo su un utensile di lucidatura piano ricoperto di tessuto (pressare un pezzo di tessuto leggero di lana sulla pece calda) molto carico di ossido di cerio. L’operazione dura da quindici a trenta minuti. La qualità della superficie e la planarità della schiena non influenzano la forma delle frange di interferenza del controllo.
LUCIDATURA DELLO SPECCHIO CONVESSO E DEL CALIBRO CONCAVO
Realizzare due strumenti di lucidatura in gesso, il primo convesso per lucidare il disco concavo; il secondo concavo per lucidare il disco convesso.
Iniziare a lucidare in modo uniforme il disco concavo ed il calibro convesso con i loro rispettivi utensili complementari (lavorando ciascun disco per 20 o 30 minuti, con corse in W di 1/3 D) per eseguire un primo controllo interferenziale. Dopo aver pulito bene lo specchio convesso e concavo del calibro con un pennello di peli di Tasso, mettere tre spicchi di carta da sigaretta a 120° sulla periferia del pezzo concavo. Posare quindi il pezzo convesso sopra il calibro concavo. Eseguire il controllo esattamente come si fa per uno specchio piano, illuminando i dischi con una lampada spettrale posta dietro un diffusore.
Se le curvature dei due dischi sono esattamente le stesse, si osserveranno delle frange di interferenza rette e regolarmente spaziate. Se le curvature saranno diverse, si osservano frange circolari concentriche. Premendo con il dito sul disco superiore, si determina se gli anelli sono convessi (frange escono dal disco e si toccano al centro) o concavi (frange rientrano e i dischi si toccano al bordo). Se la differenza di curvatura è maggiore di 7 o 8 frange, occorre riprendere i due pezzi all’ultima grana abrasiva utilizzata (lavorando il vetro concavo di sopra se si tratta di frange convesse, e viceversa). Un difetto concavo è più difficile da modificare di un difetto convesso. E ‘anche desiderabile iniziare la lucidatura con convessità relativa di 3 o 4 frange. In questa fase, controllare anche la forma sferica concava con un tester di Foucault e una maschera di Couder. Ritoccare eventuali grandi difetti dei pezzi concavi prima di proseguire la lucidatura dello specchio convesso.
INIZIO LUCIDATURA
In un primo tempo, eseguire i tre quarti della lucidatura dello specchio convesso per dargli lo stesso raggio di curvatura del calibro. Se si osservano delle frange convesse, posizionare lo specchio sopra il suo utensile di lucidatura per rendere meno profonda la sua curvatura (rendere lo specchio più concavo o meno bombato). Altrimenti posizionarlo sotto l’utensile di lucidatura per effettuare l’operazione inversa (per renderlo più convesso o meno profondo). Eseguire cicli di lucidatura 20 minuti facendo corse rettilinee o a W di ampiezza da 2/3 a 3/4 del diametro massimo di ampiezza (con debordo trasversale di 1/8 D) senza cercare di appoggiare in fine di corsa. Se questo regime crea una deformazione sullo specchio, è necessario riunire la superficie col solito rodaggio, effettuando corse in W di ampiezza 1/3 D.
Lucidare egualmente il calibro applicandogli i medesimi ritocchi.
Non è necessario per lucidare completamente perché è più facile per far variare il raggio di curvatura di un pezzo, se la sua superficie è ancora grigia.
Un altro metodo per ridurre o rinforzare la bombatura di una superficie consiste nello sguarnire l’utensile secondo una particolare traccia: Impedendo il contatto della pece col vetro al centro dell’utensile o in periferia per operare inversamente. Si può ottener ciò comprimendo sulla pece una figura di cartoncino.
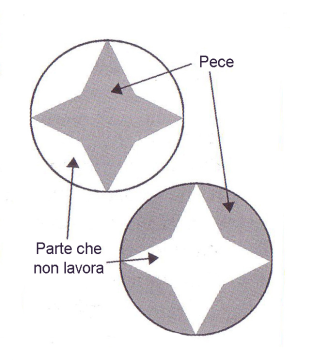
Fig. 3 – Forme della patina
Esempi di utensile a stella positiva o negativa ottenuti dopo aver premuto una maschera di cartoncino: le zone grigie corrispondono alla superficie della pece in contatto con lo specchio. In alto: strumento per decrementare la bombatura (con la stella centrale in rilievo); In basso: Strumento per aumentarla, (con il bordo in rilievo e stella incassata).
RICAVARE LA FORMA SFERICA DEL CALIBRO
Quando le curvature dei due vetri specchio convesso e calibro concavo sono molto vicine (da 1 a 2 anelli di frangia), si procede al perfezionamento della sfera del calibro concavo.
Per poter servire come riferimento per lo specchio convesso, questo pezzo deve raggiungere una precisione di lambda/10 nel controllo con Foucault.
Per evitare di introdurre aberrazioni extra-assiali, sul tester di Foucault la lama deve essere portata ad una distanza di 10 o max 15mm dalla fenditura. L’operazione è fattibile sia con una modifica meccanica all’apparecchio, che con l’aggiunta di una riflessione con specchietto semitrasparente a 45°, che con un cubo separatore “beam splitter”
La verifica della curvatura sferica del calibro deve essere effettuata utilizzando uno schermo di Couder a 3 o 4 zone.
Il tiraggio misurato su ogni zona corrisponde direttamente alle “misure ridotte” impiegate per il calcolo della Aberrazione Longitudinale al centro di curvatura Alc
Alc= Misure ridotte – K (K si sceglie positivo o negativo, come per un test di Foucault).
Una volta ottenuto il calibro concavo, occorre perfezionare la lucidatura dello specchio convesso.
Le frange di interferenza osservate devono essere diritte. In questa fase, lo specchio convesso deve essere perfettamente lucido, senza presenza di grigio.
REALIZZAZIONE DELLA FORMA IPERBOLICA DELLO SPECCHIO CONVESSO
Il calcolo della deformazione è svolto ancora con l’aiuto della già vista fig 1.
(196-197)
Il telescopio descritto ha primario M1 Ø305, 305mm Ø esterno, e 300 di diametro ottico, con ROC =1800mm; Focale F1 =900mm; freccia 6,25mm; specchio forato Ø45mm
L’ingrandimento G dato dal secondario M2, è il rapporto fra la focale risultante dello strumento e la focale del solo primario.
In questo progetto G = 3600/900 = 4.
Il rapporto focale della combinazione finale è 12.
La distanza p fra la superficie ottica del secondario convesso e il fuoco F1 è:
p = (F1+x)/(G+1).
Dove x è la distanza fra la superficie del primario e e il fuoco secondario F2. Nel presente caso p=238mm
La distanza della quota d, fra il centro del primario e il centro del secondario è d=F1-p. Nel caso presente è 662 mm. La distanza p’ fra la superficie dello specchio secondario e il fuoco F2 (sapendo che l’ingrandimento G dello specchio secondario è dato da p’/p), si ha p’=p*G con p’ che risulta = 952 mm.
Il diametro D2 dello specchio convesso è definito con:
D2 = (D1•p/F1) + d • tan α
Dove α è il campo coperto dal telescopio.
Si sceglie un campo di piena luce al fuoco Cassegrain uguale alla diagonale di un negativo fotografico, formato 24 x 36 mm, calcolandolo come segue:
α = arctan (della radice di (24^2+36^2)) / 3600
ovvero 41 minuti d’arco.
Possiamo così calcolare il diametro del secondario convesso D2, che diviene così 87 mm, e il diametro meccanico = 95 mm.
Il raggio di curvatura R2 del secondario è dato dalla formula R2= 2•p•G/(G-1), ovvero R2=634,67 mm.
Questo specchio è un iperboloide di rivoluzione,e il suo coefficiente di deformazione b2 si calcola ponendo b2 = – ( (G+1) / (G-1) )^2. Nel nostro caso b2 = -2,78 (per il primario b1= -1).
(228-229)
Trovato b2 = -2,78. Si calcola la deviazione in rapporto alla sfera tangente la parte superiore dello specchio e secante al bordo dell’apertura utile di altezza h, con l’uso della formula:
Dove y è la distanza dal centro dello specchio e R2 è il raggio di curvatura dello specchio secondario. Il divario massimo ε si ottiene per la zona alta 0.707 calcolandolo con la seguente formula:
ε = (b2 / 32)(h^4 / R2^3)
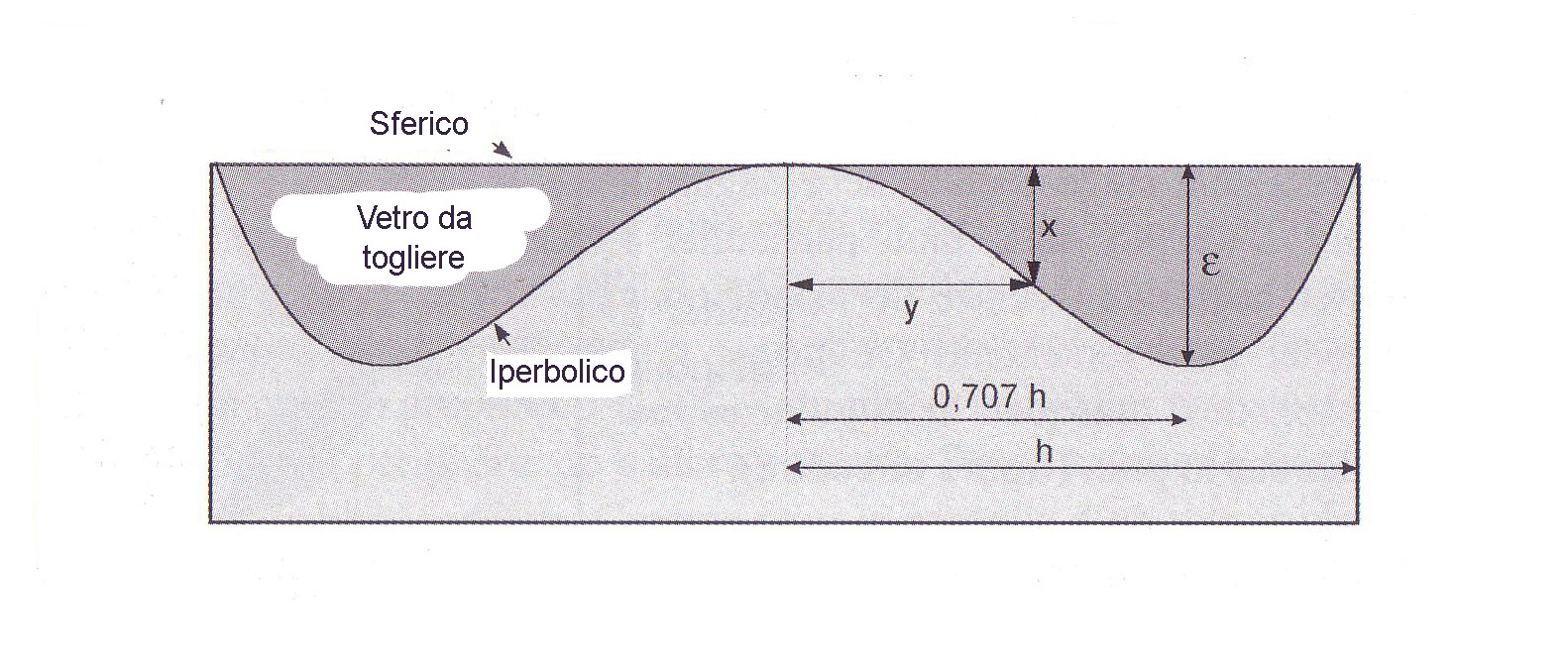
Fig. 4 – forme dello specchio comparate
Forme comparate dello specchio iperbolico e della la sfera avente lo stesso raggio di curvatura (le altezze sono notevolmente amplificate per leggibilità). La deviazione massima Epsilon si ottiene per la regione di altezza 0.7.
Quando si controlla uno specchio iperbolico convesso su uno concavo sferico il disegno della frangia meridiana corrisponde al profilo iperbolico rappresentato nella figura qui sopra.
La procedura generale di lucidatura consiste nel lavorare lo specchio convesso per mezzo di un utensile sguarnito in modo inversamente proporzionale all’usura da effettuare. Si può ugualmente utilizzare un utensile a forma di petali, o ancora un utensile avente una corona circolare di diametro 0,7 volte quella dello specchio.
Nota: Qui si parla di diametro ottico. Il che significa che quando si controlla o si calcola, la parte eccedente il diametro ottico deve essere ignorata, se il diametro esterno dello specchio è più grande del diametro ottico.
Per piccole deformazioni (< di una frangia e mezza), la realizzazione non pone alcun problema. Eseguire le regolazioni locali di pochi minuti con un po’ di lucidatura anche con il pollice. Per il controllo del convesso in rapporto al concavo sferico, tagliare un modello di carta la cui forma è definita dall’equazione più sopra, vedi figura 4.
Quindi determinare i ritocchi di lucidatura per comparazione della frangia meridiana con il modello in cartone.
Per grandi deformazioni (questo è il caso con lo specchio della T300 in cui lo scostamento massimo Epsilon è -1,22 micron, ovvero 4.14 frange per lambda = 0,589 nm), costituire una serie di utensili in corone centrate sulla zona 0,7 ma di larghezze differenti. Deformare gradualmente lo specchio convesso, facendo attenzione a non creare delle frange “in scalinata” . Per evitare questo problema, il bordo degli anelli deve essere irregolare (dentellato come un pizzo) e la pressione delle mani sul strumento molto moderata.
Quando il più grande divario Epsilon supera le 2 frange, la frangia meridiana è troppo distorta per consentire una misurazione affidabile, e quindi il metodo di controllo di un tale specchio è un po’ diverso dall’ultimo.
Dobbiamo quindi, partendo dallo sferico già esistente, realizzare uno specchio concavo iperbolico avente la medesima deformazione b2 presente sullo specchio convesso.
È questo specchio concavo iperbolico che verrà utilizzato per controllare il convesso. Quando il convesso e concavo avranno la stessa deformazione (b2), le frange appariranno rettilinee, come nel caso di uno specchio piano. Se sarà ancora presente un difetto di curvatura, le frange saranno concentriche e regolari (la loro spaziatura diminuisce con la radice quadrata della distanza dal centro dello specchio).
La forma del calibro concavo si controlla col test di Foucault e di uno schermo di Couder (Attenzione che l’aberrazione teorica longitudinale per ogni zona dello schermo è data da b2 * Hm^2 / R). Per non far variare il raggio di curvatura al centro del pezzo (ed ugualmente di quello convesso) occorre deformare il calibro per i bordi.