SFERA DI PARTENZA E PARABOLA FINALE
la riflessione della luce proveniente dall’infinito su di una superficie sferica non genera, com’è noto, un punto di fuoco unico, ma bensì una figura detta “caustica di riflessione” la quale individua la superficie di rotazione dove si concentrano le riflessioni di una sorgente puntiforme .
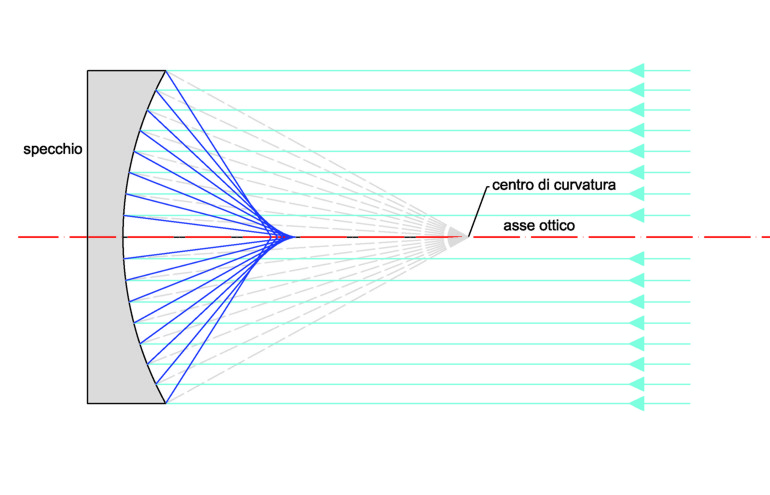
Fig. 1 – Caustica di riflessione.
Come si può vedere nella figura 1 ottenuta con una semplice costruzione geometrica, i raggi marginali convergono in un punto più vicino allo specchio rispetto a quelli centrali.
Il problema del Grattavetro è quello di fare in modo che tutti i raggi provenienti dalle riflessioni dello specchio convergano in prossimità di uno stesso punto entro determinati criteri di tolleranza, si tratta cioè di modificare la superficie riflettente da sferica a parabolica la quale, per definizione, converge tutti i raggi riflessi in un unico punto coincidente con il fuoco della parabola.
Tenendo da parte gli aspetti teorici, vediamo in pratica quanti e quali approcci possono essere utilizzati per costruire la parabola riferendoci alla figura 2:
A – “Allunghiamo” le riflessioni periferiche; equivale a dire che lasciamo il centro così com’è e spostandoci verso la periferia diminuiremo gradualmente la curvatura dello specchio per fare in modo che le riflessioni convergano più lontano, quel tanto che basta per farle coincidere con quelle centrali.
B – “Accorciamo” le riflessioni centrali: equivale a dire che partendo dal bordo e spostandoci verso il centro aumenteremo gradatamente la curvatura dello specchio in modo che le riflessioni delle zone centrali convergano più vicino, quel tanto che basta per farle coincidere con quelle periferiche.
C – “Accorciamo” le riflessioni centrali e “allunghiamo” le riflessioni periferiche prendendo come riferimento un punto mediano sull’asse ottico all’interno della caustica dove far coincidere tutte le riflessioni.
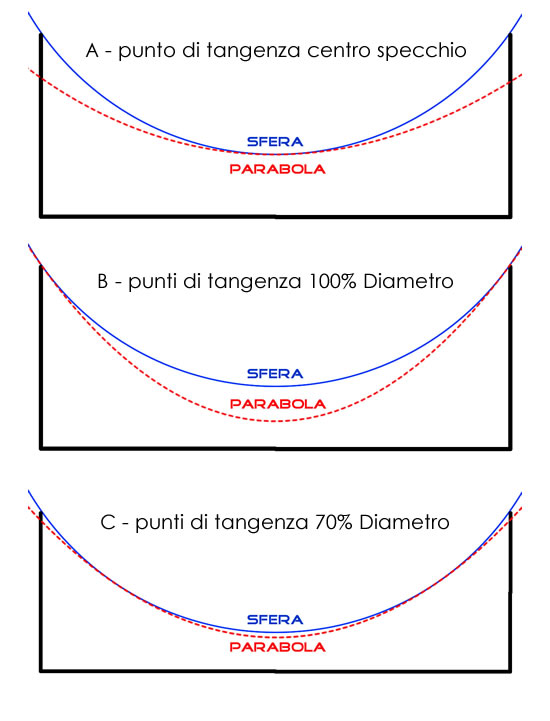
Fig. 2 – Punti di tangenza tra sfera e parabola
METODO AL “70%”
partiamo dal metodo C della fig. 2 , il quale è generalmente il più utilizzato e conosciuto. In pratica si progetta e si costruisce la parabola facendo coincidere le due figure (sfera iniziale e parabola finale ) in un punto intermedio localizzato al 70% del diametro.
Questa scelta viene fatta essenzialmente per due motivi:
- per una economia di lavorazione, come si può vedere dal confronto con gli altri metodi, questa configurazione garantisce la minima asportazione di materiale per giungere alla figura finale
- le corse a W con pieno diametro generano sulla superficie proprio questo tipo di effetto e cioè un approfondimento del centro e un abbassamento della periferia lasciando inalterata la curvatura nella zona al 70 % del diametro.
Controindicazioni:
pur essendo veloce e di semplice applicazione, il limite di questo metodo è nel fatto che un eccessivo abbassamento periferico è di difficile correzione ( il grattavetro può solo togliere materiale dallo specchio, mentre in questo caso servirebbe aggiungerlo ! ) al punto che è preferibile tornare direttamente alla sfera per ripartire con un nuovo approccio alla parabola.
Se nel caso di focali medio-lunghe ( F5-F6 )può non essere un problema in quanto lo scostamento della parabola dalla sfera di origine è molto piccolo e raggiungibile in tempi relativamente brevi, nel caso di focali corte, uguali o inferiori a F4, il discorso si complica dato che il materiale da asportare ed il lavoro di costruzione iniziano ad assumere valori importanti. Un ritorno alla sfera su queste lavorazioni non è mai auspicabile.
METODO AL “100%”
La sfera e la parabola sono tangenti nel bordo dello specchio. Dato che la scelta dei punti di tangenza della parabola sulla sfera di riferimento è arbitraria, possiamo decidere di far coincidere le due curve nella estremità del bordo dello specchio, come rappresentato nella figura 1B
pro e contro
Questo metodo di lavorazione è quello che ci interessa più da vicino per la generazione di paraboloidi “spinti” con focali comprese tra F2 e F4. Esso si adatta molto bene all’utilizzo dei sub-diametro, inoltre non si corre il rischio di generare bordo ribattuto ( mai dire mai… ) o di “appiattire” la periferia dello specchio, in quanto la lavorazione che adotteremo ci porterà a scavare maggiormente avvicinandoci al centro, mentre l’estremità del bordo non verrà mai interessata dalla lavorazione, difficilmente avremo bisogno di un ritorno alla sfera di origine, come vedremo questo approccio unito con l’utilizzo dei sub-diametro è molto più “flessibile” e tollerante agli errori di lavorazione, avremo sempre ( o quasi ) la possibilità di tornare indietro aumentando o diminuendo a nostro piacimento la curvatura delle singole zone fino al raggiungimento della figura desiderata.
Il prezzo da pagare per questa maggiore sicurezza e affidabilità della tecnica e quello di un prolungamento del tempo di lavorazione, visto che in questa modalità si genera la massima quantità di materiale da asportare per qualunque focale decidiamo di realizzare.
Le considerazioni precedenti ci portano ad una prima ed importante conseguenza:
- fin dalla fase di partenza con lo specchio ancora sferico, avremo che l’ultimo diametro sul bordo dello specchio, notoriamente quello che ha una minore tolleranza ai difetti di forma, è già “perfetto” e non dovrà essere lavorato. Esso si trova già nella “zona di tolleranza” ed è esattamente al centro delle curve di riferimento , in quanto abbiamo scelto di far coincidere parabola finale e sfera di partenza esattamente in quel diametro.
tutto il lavoro di parabolizzazione sarà perciò rivolto ad approfondire le restanti zone interne al bordo in modo crescente a mano a mano che ci spostiamo verso il centro.
METODO “CENTRALE”
Per concludere questa piccola analisi , con lo stesso criterio possiamo dire che il metodo A è quello che ( secondo chi scrive ) meno si adatta alla lavorazione che stiamo studiando in quanto , al pari del metodo B genera la massima quantità di materiale da asportare e, il punto di tangenza ( per definizione il più “corretto” ) sul quale costruiremo la figura finale, si trova esattamente al centro dello specchio, zona generalmente inutilizzata.
TUTTO QUELLO CHE CI SERVE.
- lo specchio lucido e sferico.
Questa fase può essere portata a compimento con le normali tecniche che avremmo utilizzato per qualunque altra focale. Non ci sono accortezze particolari rispetto alla normale lavorazione, possiamo usare tranquillamente l’utensile a pieno diametro ( anzi è preferibile ) e le corse 1/3 COC fino ad ottenere la migliore sfera possibile.
E’ bene fin da questa fase abituarsi a lavorare con la massima precisione: Il raggio di curvatura della nostra sfera dovrà essere accuratamente misurato almeno con la precisione di 0,1 mm. Il requisito fondamentale che la sfera di partenza dovrà avere è quella di essere estremamente corretta nella zona periferica.
Come abbiamo appena visto, con questo metodo Il bordo è la zona più importante, quella sulla quale costruiremo tutta la parabola, se è tollerabile un difetto minimo sulla zona centrale che verrà poi abbondantemente scavata, non lo è sull’ultima zona periferica la quale sarà lavorata pochissimo, un minimo difetto potrebbe essere superiore alla quantità di materiale che dobbiamo asportare rendendoci impossibile raggiungere la figura cercata. Perciò le bande del Ronchi dovranno essere assolutamente dritte fino al bordo! - Gli utensili a sub-diametro.
Durante la parabolizzazione di un F2-F4 , possiamo anche dimenticarci di avere un utensile a pieno diametro, non lo utilizzeremo più ( in particolar modo con il metodo al 100% ) fino alla prossima sfera. Quello che andremo a costruire saranno tre utensili sub-diametro con patina modificata “a stella” rispettivamente al 50% ( 40% nel caso di specchio forato ), 30% e 20% del diametro dello specchio. Utensili più piccoli potrebbero essere utili nelle fasi finali di piccoli ritocchi, ma il loro utilizzo è sempre rischioso, la difficoltà di lavorazione e la probabilità di generare difetti zonali cresce con il diminuire del diametro dell’utensile, se lavoreremo con attenzione non ci sarà bisogno di altri utensili. - I test di verifica.
Dobbiamo avere a disposizione un tester per Ronchi e Foucault , i quali ci accompagneranno fino al 99% della parabola. Il restante 1% sarà la parte più delicata e difficile sia come lavorazione che come misure, Ronchi e Foucault avranno raggiunto il loro limite e non potranno più aiutarci , sarà necessario avere a disposizione un apparato per eseguire il test della caustica, il quale dovrà permettere misure precise almeno fino al centesimo di mm e con il quale bisognerà aver necessariamente preso un po’ di pratica, magari utilizzandolo anche nelle fasi pre-finali della lavorazione dove non è ancora indispensabile. - I software per l’analisi delle misure
Ce ne sono molti, ma è sufficiente “Foucault Test Analysis” che, a dispetto del nome, analizza tutti e tre i test citati permettendo tra l’altro la simulazione del Ronchi con i dati delle letture di Foucault e viceversa, utilissimo ! è disponibile nella nostra sezione download.
- Temerarietà, fortuna e tempo a disposizione !
Un avvertimento d’obbligo per chiunque leggendo queste pagine possa decidere di passare dalla semplice lettura all’azione diretta: non fatelo ! è sconsigliatissimo lavorare a mano una focale “estrema”, solo il raggiungimento della parabola “provvisoria” e non ancora ben corretta, potrebbe richiedere mesi di lavorazione ed il risultato non è per nulla certo, specialmente se non si ha una discreta pratica con i sub-diametro ed un ottimo rapporto con la “Dea bendata”. Il test della caustica richiede una intera nottata per una sessione di misure e verifiche al software, e nelle ultime correzioni potranno rendersi necessarie decine di questi test.
Se poi deciderete nonostante tutto di provarci vi posso assicurare che, comunque vada, la soddisfazione è garantita, si entra in un mondo entusiasmante ed estremo che vi mostrerà senza veli la vera essenza della lavorazione di uno specchio, un mondo in cui si troveranno molte risposte e le nuove domande saranno ancora di più…
Nella seconda parte vedremo come in pratica inizieremo a costruire la nostra parabola.